kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] TEPELNÉ ZPRACOVÁNÍ VYBRANÝCH KOTLOVÝCH OCELÍ ČÁST 3 – AUSTENITIZACE NÍZKOLEGOVANÝCH ŽÁRUPEVNÝCH OCELÍ Datum: 30.4.2013Autor: Prof. Ing. Jaroslav Purmenský, DrSc., jaroslav.purmensky@seznam.cz Předložený článek doplňuje původní publikace autora na Technických konferencích TESYDO 2011 a 2012, které se zabývaly ochlazováním po austenitizaci a popouštěním vybraných žárupevných ocelí při jejich tepelném zpracování. 1. Úvod Otázka správné volby podmínek austenitizace je v případě nízkolegovaných CrMo a CrMoV žárupevných ocelí vedle ochlazovacích rychlostí a podmínek propouštění dalším určujícím faktorem dosažení vhodného strukturního stavu oceli s dosažením požadovaných užitých vlastností, zejména vysoké žárupevnosti. Je prokázáno, že tzv. nízká austenitizace při podkročení teploty Ac3 vede ve finálním stavu k degradaci optimálního precipitačního zpevnění ve struktuře, nezbytného ke garanci žárupenosti. Na druhé straně, použití vysokých austenitizačních teplot může vést k vyloučení tvrdých rozpadových struktur a tím i vysokých hodnot krátkodobé pevnosti, nicméně za současného poklesu plasticity a zejména prudkého snížení odolnosti proti křehkému porušení při nadměrném zhrubnutí zrna. [1;2;5]. 2. Rozbor problému Volba podmínek austenitizace je vedena snahou po dosažení homogenního austenitu. Transformace α → γ je podle původních prací [3;4] úměrná u nelegovaných ocelí rychlosti difuze uhlíku v austenitu. V případě CrMo a CrMoV ocelí bude tato difuze zpomalována přítomností výše uvedených legujících prvků, nicméně při praktických rychlostech ohřevu lze dokončení přeměny u daných ocelí očekávat již v průběhu ohřevu na austenitizační teplotu. [5] Složitější poměry budou v případě homogenizace austenitu, kdy její průběh silně ovlivňuje přítomnost karbidů legujících prvků a kinetika jejich rozpouštění. Vedle difuze uhlíku jsou tyto procesy ovlivněny difuzí zejména Cr, Mo a V v austenitu, která je ve srovnání s uhlíkem 1000 až 10 000x pomalejší za srovnatelných teplot. [6] Dalším významným faktorem ovlivňujících homogenizaci austenitu budou hodnoty rozpouštěcího tepla jednotlivých karbidických, nitridických resp. karbonitridických fází. K dosažení dokonale homogenního austenitu u diskutovaných systémů je zapotřebí relativně vysokých teplot (až 1350°C) nebo enormně dlouhých časů prodlevy při teplotách nižších. [7;8] Nicméně v souvislosti s vysokými teplotami austenitizace a dlouhými dobami prodlev vstupuje další faktor a to je růst austenitického zrna, který nepříznivě ovlivňuje zejména plastické vlastnosti oceli a má vliv na produkty transformace austenitu při ochlazení [1,12]. Podle [5] lze předpokládat, že při teplotě 1050°C jsou u nízkolegovaných CrMoV ocelí rozpuštěny prakticky všechny karbidy a nitridy přítomné v oceli. Z provedeného rozboru se ukazuje jako potřebné ověření optimálních teplot austenitizace pro dosažení předepsaných užitných vlastnosti u frekventovaných CrMo a CrMoV žárupevných ocelí. 3. Studium vlivu podmínek austenitizace Ověření vlivu podmínek austenitizace na mechanické vlastnosti CrMoV ocelí bylo provedeno u dvou standartních taveb vyrobených na EOP. Vzorky o Ø 20 mm byly ohřáty na teploty v rozmezí 890 až 1040 °C resp. 920 až 1100°C použitím dvou prodlev na austenitizační teplotě a to 1 a 4 hodiny. Poté byly shodně ochlazeny ochlazovací rychlostí – v = 2.4 [1;2] tj. ve volném vzduchu. Závislost meze kluzu a meze pevnosti, podobně jako vrubové houževnatosti na teplotě austenitizace uvádí obr. 1. Z diagramu je zřejmý vzrůst meze kluzu a meze pevnosti zejména v rozmezí 950 až 1050°C. Austenitizace nad teplotou 1000°C vede ke značnému poklesu hodnot vrubové houževnatosti prakticky nezávisle na době prodlevy. Vliv teploty austenitizace na množství feritu ve struktuře oceli 15128 po ochlazení je znázorněn na obr. 2. Po austenitizaci při teplotách 890 až 980°C byl pozorován střední průměr zrna okolo 31 μm. Zvýšení teploty na 1040°C vedlo ke vzrůstu střední velikosti zrna na 41 μm, přičemž se místně vyskytovala zhrublá zrna až o velikosti 125 μm, [1,2,12]. Z obr. 2 je patrno, že až do teploty 980°C závisí podíl feritu a bainitu ve struktuře pouze na rychlosti ochlazování. Při teplotách nad 980°C se při stejné ochlazovací rychlosti zvyšuje množství bainitu ve struktuře se stoupající teplotou austenitizace. Tento zdánlivě příznivý efekt svědčící o vyšším stupni rozpouštění karbidických fází v austenitu, a tím i jeho větším sycení uhlíkem, je degradován růstem zrna s následujícím poklesem křehkolomových vlastností. Z prověření teplot Ac3, které se u oceli 15128 pohybovaly v rozmezí 885 až 940°C a výše uvedeného nepříznivého vlivu hrubnutí austenitických zrn je doporučeno použití austenitizačních teplot pod 1000°C. Obdobné doporučení lze s vědomím určitých diferencí aplikovat i u dalších značek CvMo a CvMoV nízkolegovaných žárupevných ocelí. [2] 4. Specifika austenitizace u svarových spojů Výroba náročných komponent energetických zařízení je prakticky nemožná bez použití svařovacích technologií. Jak známo, při tavném svařování je významnou součástí každého svaru výskyt tzv. teplotně ovlivněné zóny, která zahrnuje v oblasti základního materiálu celou škálu teplot od teploty okolí až po teplotu tavení. Ve zjednodušeném případě se dosažené teploty v tzv. TOZ dělí na pásma přehřátí, normalizace a částečné překrystalizace. Z pohledu plné přeměny α → γ se ukazuje pásmo přehřátí jako problematické, zejména díky dosaženým vysokým teplotám, a které zejména u tlustostěnných spojů dosahuje značných šířek. V případě výše uvedených žárupevných ocelí jde o nadměrné zhrubnutí zrna s odpovídajícími důsledky pro užitné vlastnosti celého spoje. Studium vlastností spojů ocelí 15121; 15313 a 15421 provedené v pracích [9;10;11] ukazuje na důležitost tohoto problému. Na obr. 3 je ilustrativně uveden průběh teplotních cyklů u elektrostruskově svařené desky tloušťky 92 mm z oceli 15313, na obr. 4 teplotní závislost vrubové houževnatosti u jednotlivých pásem TOZ před a po kompletním tepelném zpracování (N+P). Je evidentní, že bez TZ vykazuje pásmo přehřátí nejhorší průběh hodnot KCV. Přitom naměřená pásma TOZ dosahovala šířek 3 mm u pásma přehřátí, 8 mm u pásma normalizace a 5 mm u pásma částečné překrystalizace. [10] Na obr. 5 je znázorněn průběh hodnot KCV s teplotou zkoušení u kroužku Ø 2800 x 102 mm z oceli 15421 (3Cr – 1Mo) svařeného automatem pod tavidlem. Na poměrně nízké hodnoty KCV u pásma přehřátí (+2 mm), které byly srovnatelné s hrubozrnným svarovým kovem, nemělo vliv ani použité popouštění a bylo nutno tento spoj komplexně tepelně zpracovat – viz obr. 6. [11] Závěr Předložené výsledky ukazují na důležitost vhodné volby podmínek austenitizace při tepelném zpracování vybraných nízkolegovaných žárupevných ocelí. Ukazuje se, že k dosažení vhodné struktury bude nutno volit teploty austenitizace do max. 1000°C s důrazem na nebezpečíí nadměrného hrubnutí zrna při použití vyšších teplot. [11] Tato skutečnost se rovněž projevuje u svarových spojů z těchto ocelí větších tlouštěk, kdy tzv. pásmo přehřátí může vykazovat výrazný pokles odolnosti proti křehkému porušení a tím degradovat vlastnosti celého spoje. V této souvislosti nabývá na významu otázka aplikace vhodného tepelného zpracování po dokončení svarového spoje. Literatura [1] Purmenský, J.: Technologie tepelného zpracování kotlových ocelí pro energetická a chemická zařízení. Habilitační práce, VŠB-TU Ostrava, prosinec 1990[2] Foldyna, V.; Purmenský, J.; Jakobová, A.; Prnka, T.; Dolének, J.: Aktuální problémy tepelného zpracování kotlových ocelí. Hutnické aktuality, r. 19, č. 6, 1978 [3] Guljajev, A.P.: Termičeskaja obrobotka stali. Mašgiz, Moskva 1960 [4] Bain, E.C, Paxton, H.W.: Alloying elements in steel. ASM. Metals Park, Ohio, 1961 [5] Prnka, T.: Hutnické aktuality, r. 6, 1965, č. 7 [6] Umanskij, J.S.: Fizičeskoje mětalověděnije. Metallurgizdat, Moskva 1955, s. 602 [7] Vogels, H.A.; König, P.; Piel, K.H.: Archiv Eisenhüttenwes, 35, (1964), s. 339 [8] Szabó, E.: Brown Boveri Mitteilungen, 49 (1962), s. 532 [9] Purmenský, J.; Raška, B.; Bobek, J.: Technologie výroby součástí tlakových nádob reaktorů z nízkolegovaných ocelí ve zkružovaném a svařovaném provedení. Sborník Technické aktuality Vítkovic 1983 č. 1, s. 39 až 44 [10] Schwarz, D.; Purmenský, J.: Vliv tepelných cyklů při elektrostruskovém svařování tlustých plechů na vlastnosti svarových spojů. Sborník [9] s 85 až 90 [11] Purmenský J.; Raška, B.: Problematika výroby částí tlakových nádob z CrMo ocelí ve zkružovaném a svařovaném provedení. Sborník Technologické postupy svařování v energetice, DT Plzeň, Mariánské Lázně, říjen 1986, nečíslováno [12] Purmenský, J.; Foldyna, V., Prnka, T.: Stahl u Eisen 94. (1974). Nr. 23, s 1155 až 1160 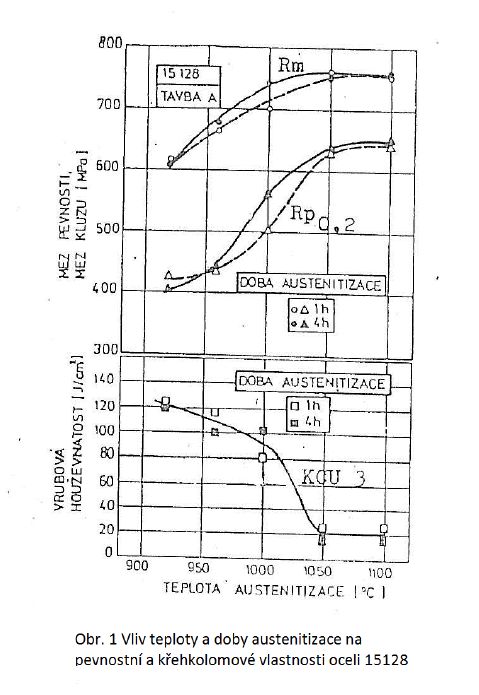 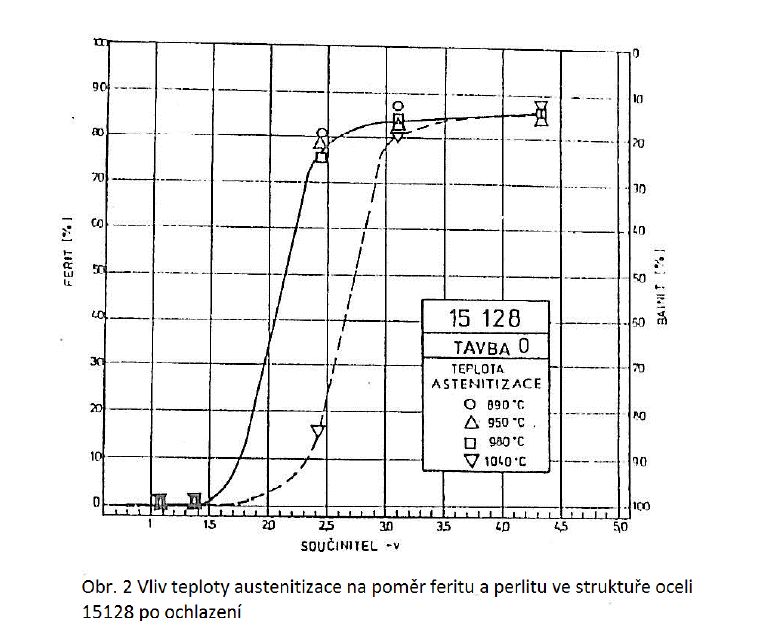 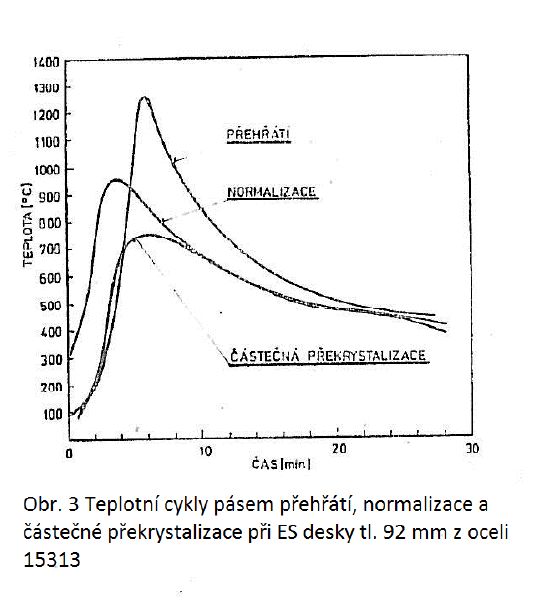 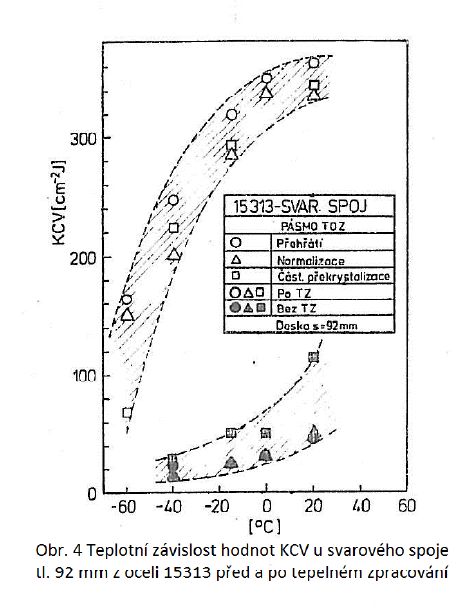 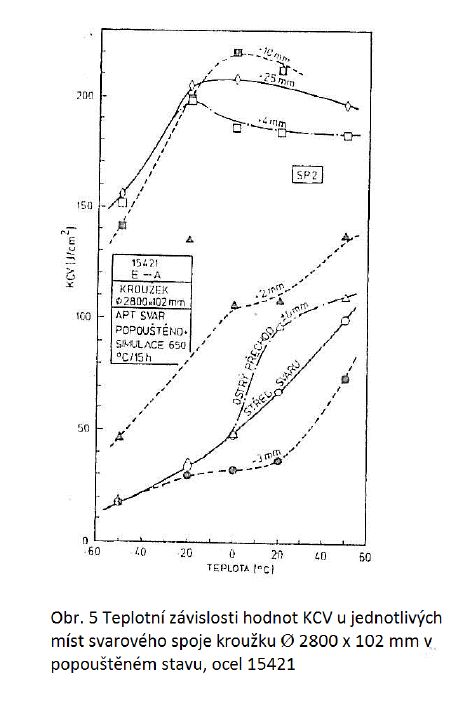 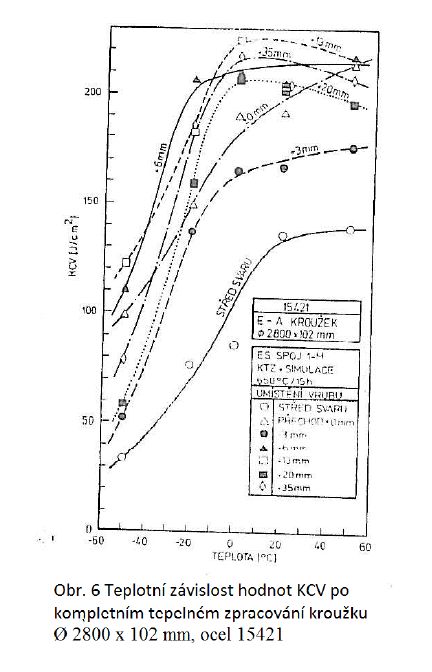
| |||||||||||||||||||||||||||