kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] MOŽNOSTI OPRAVY VAD KOTLOVÝCH TĚLES VE SVARECH PLÁŠŤ - NÁTRUBEK Datum: 29.8.2007Autor: Ondřej Bielak, Jan Masák - BiSAFE, s.r.o. Zdroj: http://www.bisafe.cz Ve svarových spojích plášť – nátrubek se vyskytují vady výrobního původu. Jde zejména ovady jako neprůvar kořene, zavařená struska a studené spoje. V důsledku provozního namáhání nízkocyklovou únavou v korozním prostředí kotelní vody dochází na defektech ke vzniku trhlin a jejich propojování. Trhliny a defekty mohou ohrozit bezpečnost provozu. Příspěvek je zaměřen na analýzu napjatosti v okolí nátrubku metodou konečných prvků. Je sledován vliv zaoblení hrany vývrtu a zvětšení průměru vývrtu na napjatost ve svarovém spoji. U svaru poškozeného trhlinou z vnitřního povrchu probíhající přes celý obvodnátrubku je stanovena napjatost ve zbylém průřezu svaru. Výsledky výpočtů jsou podkladem pro hodnocení závažnosti vad uvedeného typu. Propřípad, že trhliny dosáhnou značných rozměrů, je nutné jejich rozvoj sledovat, event. svaryopravit. Na základě provedených analýz byl navržen alternativní způsob opravy svarového spoje plášť – nátrubek. 1. Úvod
Kotlová tělesa jsou za provozu namáhaná nízkocyklovou a tepelnou únavou v korozním prostředí kotelní vody a páry. Jejich životnost a provozní spolehlivost se zajišťuje kombinací výpočtů a vnitřních revizí. Výsledků pravděpodobnostního postupu výpočtu životnosti [1] – závislosti pravděpodobnosti vzniku trhlin na době provozu – lze využít k optimalizaci vnitřních revizí, které se provádějí podle normy ČEZ, a.s [2]. Vnitřní revize je zaměřena na výskyt defektů: na vnitřním povrchu pláště a den, na hranách a uvnitř vývrtů pro spádové a převáděcí trubky (obr.1), v okolí průlezů, u podélných a obvodových svarů, v místech uchycení vnitřní vestavby. Svary nátrubku se kontrolují pouze z vnitřního povrchu vizuálně. Za závažné defekty, které ohrožují provozuschopnost zařízení lze považovat trhliny ve svarových spojích mezi pláštěm a nátrubkem. Trhliny vznikají v důsledku dlouhodobého provozu a jejich vznik je silně závislý na výskytu výrobních defektů. Trhliny zjištěné při vnitřní revizi KT se odstraňují odbroušením materiálu poškozeného trhlinami. Při odbrušování trhlin se objevují vnitřní defekty, které je rovněž nutné odstranit. Pokud se neodstraní, dochází po relativně krátké době provozu k opakovanému vzniku trhlin a proces odstraňovaní a vzniku trhlin se opakuje. V mnoha případech došlo při odstraňování trhlin ke snížení zbylé tloušťky stěny pod výpočtovou tloušťku nátrubku a pak bylo nutné takto vzniklou drážku zavařit z vnitřku KT. S ohledem na malý průměr vývrtu je nutné před zavařením tvar drážky upravit podle obrázku 4 a objem svarového kovu potřebného k vyplnění drážky značně vzroste. Autorovi příspěvku jsou známé případy výměn KT z důvodu výskytu trhlin ve svarech nátrubků. 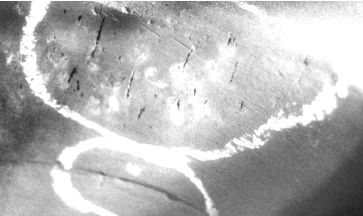 Obr.1: Trhliny ve vývrtu pro spádové trubky 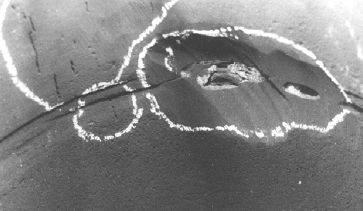 Obr.2: Neprůvar kořene a struska Příspěvek je zaměřen na problematiku vad ve svarových spojích plášť-nátrubek a způsob opravy takto poškozeného kotlového tělesa. Pro posouzení vzniku trhlin, predikci dalšího vývoje a přijmutí adekvátních opatření je důležité znát velikost a rozložení defektů ve svaru a napjatost svarového spoje. 2. Detekce vad ve svarech nátrubků Nátrubky jsou k plášti kotlového tělesa přivařeny „kalíškovým“ a koutovým svarem technikou ručního obloukového svařování. Ve svarech se vyskytují defekty výrobního původu. Především se jedná o defekty typu: neprůvar kořene, zavařenou strusku (obr.2), studené spoje mezi housenkami a studené spoje na straně kotlového tělesa (obr.3). 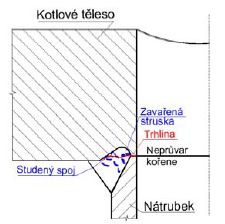 Obr.3: Vady ve svaru nátrubku 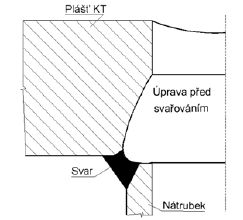 Obr.4: Úprava hrany před svařením S ohledem na tvarovou složitost uzlu plášť KT – nátrubek je kontrola objemových vad prozářením komplikovaná. Popis techniky a metodiky není předmětem tohoto příspěvku. Na obr.5 uvádíme statistické vyhodnocení délky objemových defektů (měřeno ve směru osy svaru) z protokolu ATG [3]. Nejvyšší četnost je u defektů délky do 20 mm, avšak vyskytují se i souvislé defekty přesahující ¼ obvodu nátrubku. Detekce plošných vad ultrazvukem je časově náročná. Rozhodující je rozměr defektu ve směru tloušťky nátrubku, který lze určit u nátrubků tloušťky 12 až 18 mm s přesností ± 1 mm [4] při zkoušce z vnitřního povrchu KT. Metoda byla opakovaně ověřena na několika případech [5]. Přesnost měření hloubky defektů z vnějšího povrchu je menší, avšak pro potřeby posouzení defektů postupy lomové mechaniky pořád dostatečná [1,6]. Při kontrole z vnějšího povrchu, jak plyne z názvu kontroly, se KT neotvírá a nedemontuje vnitřní vestavba. Přednosti této kontroly se plně projeví v případech, kdy je nutné kontrolovat rozvoj defektů v periodě kratší, než je provozní doba mezi generálními opravami kotle. 3. Napjatost ve svaru nátrubku s trhlinou Pro získání kvantitativních podkladů pro hodnocení závažnosti rovinných defektů ve svarech nátrubků byl proveden výpočet napjatosti metodou konečných prvků [7]. Výpočet byl proveden pro kotlové těleso Ø1800x85 mm s vývrtem Ø162 mm a nátrubkem tloušťky 15 mm. Rovinný defekt byl uvažován jako celoobvodová trhlina z vnitřního povrchu nátrubku o hloubce rovné tloušťce nátrubku. Nosný průřez pak představuje pouze koutový svar. Ve výpočtu jsme uvažovali následující varianty zatížení:
Napětí na čele trhliny dosahuje značných hodnot a pole napětí charakterizuje součinitel intenzity napětí. Jelikož nás zajímá napětí před čelem trhliny, bylo bezprostřední okolí čela trhliny z barevných map odstraněno. Rozložení redukovaného napětí při zatížení vnitřním přetlakem 10 MPa na takto získaném zbytku výpočtového modelu dokumentuje obr.6. Maximální napětí je ve vývrtu (cca 280 MPa) a napětí před trhlinou v podstatné části koutového svaru se pohybuje od 115 do 138 MPa. Před čelem trhliny je vyšší, cca 150 MPa.
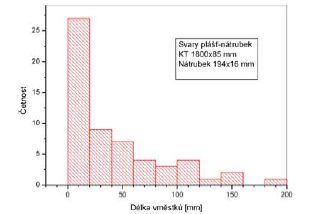 Obr.5: Distribuce délky objemových defektů 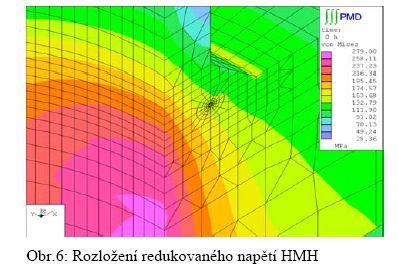 Obr.6: Rozložení redukovaného napětí HMH Obvodová složka napětí má obdobný průběh, jak je patrno z obr. 7. Maximální hodnota (cca 270 MPa) je na vnitřním povrchu vývrtu v blízkosti vnitřního povrchu KT. Obvodová složka napětí před čelem trhliny v oblasti koutového svaru je podstatně nižší, pohybuje se v rozmezí od 140 do 160 MPa. Z hlediska dalšího rozvoje trhliny je rozhodující axiální složka napětí, která trhlinu rozevírá. Rozložení axiální složky napětí uvádíme na obr.8. Axiální napětí před čelem trhliny se mění od 13 do 52 MPa. 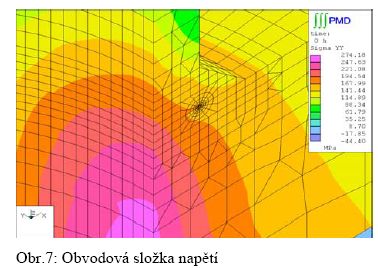 Obr.7: Obvodová složka napětí 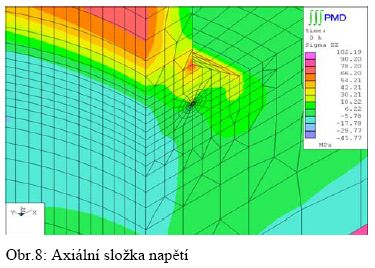 Obr.8: Axiální složka napětí Pro získání lepšího přehledu průběhu napětí v kritickém místě koutového svaru prezentujeme průběh napětí podél obvodové površky KT na rozhraní s koutovým svarem. Průběh redukovaného napětí a axiální složky napětí na rozhraní plášť KT – nátrubek dokumentují obr. 9 a obr. 10. Na poloměru r = 96 mm se nachází konec trhliny a začíná koutový svar, který při tloušťce 15 mm dosahuje poloměru 111 mm. Z uvedených obrázků je zřejmé, že působící moment výrazně ovlivňuje axiální složku napětí, která je ovšem nízká (v oblasti koutového svaru je axiální napětí menší než 60 MPa). Vliv ohybového momentu na redukované napětí není dominantní a nepřesahuje 10%. 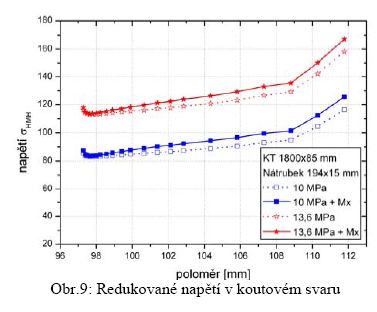 Obr.10: Axiální složka napětí v koutovém svaru 4. Oprava poškozeného svaru nátrubku Jak jsme uvedli v úvodu, na řadě provozů bylo nutné provést opravy svarů nátrubků poškozených trhlinami. Materiál poškozený trhlinami včetně výrobních defektů byl odstraněn broušením. Po úpravě úkosové hrany byla takto vzniklá drážka vyvařena do původního tvaru. Tento způsob opravy má hned několik nevýhod. Předně je nutné při úpravě úkosu odbrousit značný objem materiálu. Samotné broušení je zdlouhavé a takto zvětšenou drážku je pak nutné vyplnit svarovým kovem. Na obr.11 je uveden pohled na lokálně vybroušené vady ve svaru nátrubku před zavařením. Další obrázek 12 dokumentuje stav opraveného místa po cca 14 000 hodinách následného provozu po opravě. Další nevýhodou je skutečnost, že se svařuje v oblasti s vysokou koncentrací napětí (cca 280 MPa). Za vhodnější považujeme zesílení koutového svaru, jak je naznačeno na obr.13 ve dvou variantách. Zesílením koutového svaru se dosáhne:
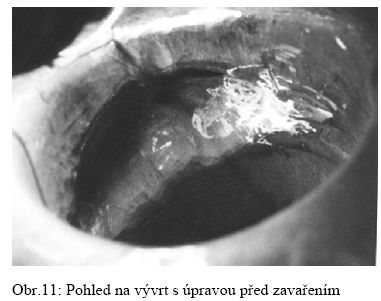 Obr.11: Pohled na vývrt s úpravou před zavařením 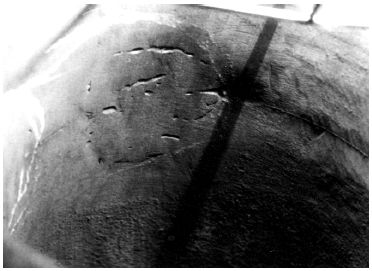 Obr.12: Pohled na opravené místo po cca 14 000 h následného provozu Další předností je skutečnost, že se svařuje v oblasti, která vykazuje podstatně nižší napjatost (cca 100 MPa).Tento způsob opravy je možné použít preventivně, na základě výsledku defektoskopické kontroly [4] a posouzení životnosti svaru nátrubku [1]. Zajisté je vhodnější zesílit svar v době, kdy ještě nedošlo k rozvoji trhlin. V případě, že je rovněž poškozen nátrubek, event. trhliny zasahují podstatnou část svaru, včetně koutového svaru, se pak doporučuje kompletní výměna nátrubku. Pro oba způsoby, zesílení koutového svaru i výměnu, byla zpracována technologie [8]. 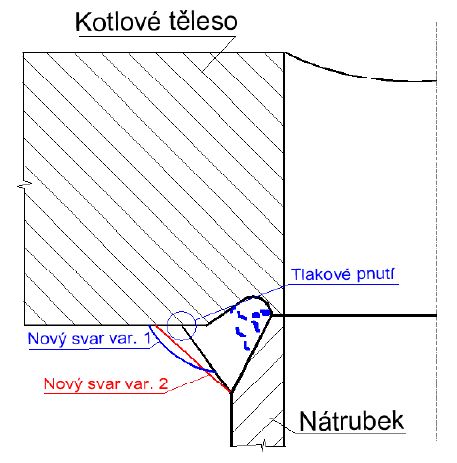 Obr.13: Zesílení koutového svaru 5. Závěry
1. Literatura 1. Korouš J. – Bielak O. – Bystrianský J. – Masák J.: Pravděpodobnostní postup hodnocení životnosti a provozní spolehlivosti bubnů parních kotlů, Zpráva BiSAFE Z-04-240, Praha listopad 20042. ČEZ PN 07 0820: Komplexní péče o kotlová tělesa, podniková norma ČEZ, 1.6.1993 3. Protokol o zkoušce svarů nátrubků prozářením, ATG, č. prot. IR 1138 ze dne 10.9.2003 4. Regazzo R.: Ultrazvuková kontrola svarů nátrubků kotlového bubnu, zpráva R&R NDT Ultrasonic Testing, č. 8/BiSAFE/2004 5. Bielak O.: Stav kotlových těles kotlů K1-K6 po kontrole v r. 2004, Zpráva BiSAFE, Z-04-245, Praha prosinec 2004 6. British Energy Generation: Assessment of the Integrity of Structures Containing Defects, R6 -- Revision 4, 2001 7. Korouš J. – Masák J.: Analýza napjatosti kotlového tělesa ∅ 1800x85mm, Zpráva BiSAFE Z-04-225, Praha, prosinec 2004 8. Koukal J.: Oprava nátrubku kotlového tělesa kotle K2, Český svářečský ústav, leden 2005 Kontaktní adresa autora
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||