kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] STANOVENÍ A KVALIFIKOVÁNÍ POSTUPŮ SVAŘOVÁNÍ (WPS) KOVOVÝCH MATERIÁLŮ - DOKLADOVANÍ (SCHVÁLENÍ) PROTOKOLY (CERTIFIKÁTY) WPQR Datum: 7.6.2007Autor: Ing. Dr. Vladimír KUDĚLKA; TDS Brno SMS, s.r.o. Zkoušky postupu svařování ,,WPS“ se provádí na základě požadavku výrobkových norem, norem požadavků na jakost (systém řízení výroby i systém jakosti), požadavku kontraktu (obchodní smlouvy), nařízení vlády (NV) ČR (technických právních předpisů), evropských směrnic (direktiv – ES, EHS, EC, …) . Schválené (ověřené – verifikované) postupy WPS se používají pro všechny nosné (pevnostní) a těsnostní svarové spoje, pro spoje staticky, dynamicky i termodynamicky namáhané, v různých pracovních prostředích provozované. Zkoušky postupu svařování ,,WPS“ se provádí pro ruční, mechanizované, automatizované i robotizované procesy svařování. Specifikace postupu svařování (WPS) se provádí a používají pro tyto metody svařování (dle ČSN EN ISO 4063) :
Normy pro stanovení i kvalifikaci postupů svařování ,,WPS“ předpokládají, že postupy WPS jsou ve výrobě používány oprávněnými svářeči dle ČSN EN 287- 1, ČSN EN ISO 9606 – části 2, 3, 4 a 5 i oprávněnými operátory svařování dle ČSN EN 1418. Soupis norem pro stanovení a kvalifikaci postupů :
Postup svařování je stanovený průběh činností před svařováním, v průběhu a po skončení zhotovování svarového spoje (svařování). Uvádí se odkazy na metodu svařování, materiály základní, přídavné a pomocné na přípravu svarových ploch, předehřev, event. interpass teplotu, skladbu housenek a vrstev svaru, na řízení procesu svařování, na tepelné zpracování po svařování a na nezbytné použité zařízení. Předběžná specifikace postupu svařování (pWPS) je dokument, který obsahuje požadované proměnné (parametry, podmínky), podle nichž musí být postup svařování kvalifikován pro zjištění opakované jakosti během výrobního procesu. Specifikace svařování (WPS) je dokument, který byl kvalifikován jedním ze způsobů schvalování, který poskytuje požadované proměnné postupy svařování, pro zajištění opakovatelné požadované jakosti ve výrobě. Pracovní instrukce je zjednodušená specifikace postupu svařování, která je vhodná k přímému použití v dílně (pro daný typ svarového spoje). Protokol o kvalifikaci postupu svařování (WPQR) zahrnuje všechny údaje, které jsou nutné pro kvalifikaci (schválení) předběžné specifikace pWPS. Zkouška postupu svařování je zhotovení a zkoušení normalizovaného zkušebního kusu uvedeného v pWPS a provedeného za účelem kvalifikace postupu svařování (doložené protokolem WPQR). Předvýrobní zkouška svařování je zkouška svařování, která má funkci (úroveň) jako zkouška postupu svařování, ale je založena na nenormalizovaném zkušebním kusu, který je typický pro výrobní podmínky. (Vhodnost pro hromadnou výrobu). Dokládá se protokolem WPQR. Normalizovaná specifikace postupu svařování je specifikace postupu svařování, která byla kvalifikována zkouškou postupu svařování, jež se vztahuje na více výrobců pro širší využití kvalifikovaného postupu. Dokládá se protokolem WPQR. Svařovací zařízení musí umožňovat kontrolu (indikaci) všech základních svařovacích parametrů. Předchozí svářečská zkušenost je dokument o doložených zkouškách, které prokazují, že výrobcem používané svářečské postupy při výrobě byly způsobilé pro provedení svarů s přijatelnou (požadovanou) jakostí v průběhu určitého časového období. Dokládá se protokolem WPQR. (Vhodné pro srovnatelné typy svarových spojů a jakosti materiálů). Vyzkoušený svařovací materiál je svařovací materiál nebo kombinace svařovacích materiálů, vyzkoušených podle příslušných norem pro zkoušení svařovacího materiálu, dodaného podle technických dodacích předpisů a podmínek (TDP). Dokládá se protokolem WPQR. (Vhodné pro použité obdobné základní materiály). Kvalifikace postupu svařování musí být provedena – před vlastním svařováním ve výrobě. Výrobce [tj. pověřený (jmenovaný) svářečský dozor I/EWT, I/EWE dle ČSN EN 719] připravuje pWPS dle zkušeností z předchozí výroby a celkových znalostí svařování ve firmě. Platnost kvalifikace postupu svařování (WPS) je na dobu neurčitou, pokud není stanoveno technickými předpisy jinak. Stanovení postupu svařování provádí výrobce [tj. pověřený (jmenovaný) svářečský dozor I/EWT, I/EWE]. Kvalifikaci (ověření, schválení) postupu svařování provádí zkušební orgán nebo zkušební organizace (inspekční orgán). Nový postup svařování WPS musí být podepsán a datován výrobcem [tj. pověřeným (jmenovaným) svářečským dozorem I/EWT, I/EWE]. Kvalifikace postupů Použití této normy je omezeno pro základní materiály, které vytváří po svařování vhodné mikrostruktury a vlastnosti v tepelně ovlivněné oblasti (TOO) svaru i u kterých se tyto vlastnosti během provozu podstatně nezhoršují. Tuto normu nelze použít tam, kde jsou stanoveny pro svarový spoj požadavky na tvrdost nebo vrubovou houževnatost, předehřev, řízený tepelný příkon, teplotu interpass a tepelné zpracování po svařování. Zkoušení svařovacích materiálů musí zahrnovat základní materiály v kombinaci se svařovacími materiály. Kvalifikace musí být provedena zkušebním orgánem nebo zkušební organizací. Dokládá se protokolem WPQR! Kvalifikace na základě předchozí svářečské zkušenosti (dle ČSN EN ISO 15 611) Předchozí svářečská zkušenost musí být prokázána dokumentovanými nezávislými posouzeními, event. údaji o zkouškách a to buď přehledem předchozí svářečské výroby nebo vyhovujícím vybavením provozu zařízením. Dokumentované prošetření musí obsahovat :
Uživatel normalizovaného postupu svařování je odpovědný za příslušný výběr a použití postupu. Použití normalizovaného postupu vyžaduje svářečský dozor (dle ČSN EN 719) a to jako doklad, že uživatel splňuje požadavky na jakost dle příslušné části ČSN EN 729. Normalizovaný postup svařování je schválen k použití ve výrobním procesu se svařovacími zdroji a zařízením s elektrickými i mechanickými charakteristikami, které jsou schopny dosáhnout stejných vlastností, jaké byly využity při zhotovení zkušebního svaru ke kvalifikaci normalizovaného postupu svařování. Tyto jsou stanoveny v postupu (specifikaci) WPS. Zařízení, použité ve výrobě, musí umožňovat kontrolu všech základních svařovacích parametrů. Normalizovaný postup svařování musí být používán pouze svářeči nebo svářečskými operátory mechanizovaných zařízení (automaty, roboty), kteří jsou kvalifikováni podle ČSN EN 287-1, ČSN EN ISO 9606-2 až 5, ČSN EN 1418. Speciální použití postupu může být dáno výrobkovou normou. Všechny změny nebo revize postupu vyžadují novou kvalifikaci postupu. Kvalifikace musí být provedena zkušebním orgánem nebo zkušební organizací. Dokládá se protokolem WPQR ! Tvary a rozměry zkušebního kusu musí napodobovat skutečné podmínky svařování konstrukce. Zahrnuje to polohy při svařování a jiné podstatné náležitosti, např. podmínky namáhání, tepelné vlivy, omezený přístup do úkosu, stav svarových ploch (hran) aj. . Jsou-li používány skutečné díly (části) svařence, musí být přípravky a upínky stejné jako budou použity ve výrobě. Pokud budou stehové svary součástí konečného spoje, musí být obsaženy i na zkušebním kusu. Při tavném svařování je nutno provést alespoň tyto zkoušky : vizuální kontrolu (100%), kontrolu povrchových trhlin (magnetickou, event. penetrační), zkoušky tvrdosti u feritických materiálů s Rm ≥ 420 MPa nebo s Re > 275 MPa, ne u ocelí skupiny 8 ani u hliníku skupin materiálu 21 a 22, dále se provede zkouška makrostruktury. Při odporovém svařování je možno svařovat dle WPS, kde jsou všechny podmínky srovnatelné s výrobním procesem, např. zařízení, elektrody, materiál (druh, tloušťka, povrch) a svařovací parametry. Při svařování s přeplátováním musí být provedeny všechny druhy zkoušek (pokud je to nezbytné) podle příslušné normy pro kvalifikaci postupu svařování. Obecně je nutno provést alespoň vizuální kontrolu, dílenskou zkoušku ke zjištění velikosti svaru a druhu porušení, zkoušku makrostruktury (průměr čočky svaru a vtisku, popř. nejmenší šířku odporového švového svaru), sekáčovou zkoušku předvýrobního kusu. Při stykovém svařování musí být provedeny všechny druhy zkoušek podle příslušné normy pro kvalifikaci postupu svařování. Obecně je nutné provést alespoň vizuální kontrolu, zkoušku kapilární, destruktivní zvláště ohybové zkoušky nebo deformační zkoušky celého předvýrobního zkušebního kusu. Jakákoliv kvalifikace je omezena na druh spoje. Pro některé postupy svařování je spolehlivý pouze ten způsob kvalifikace, u kterého výsledné vlastnosti svaru přesně závisí na určitých podmínkách jako je druh součásti, speciální omezující podmínky, odvod tepla apod., které nemohou být napodobeny normalizovanými zkušebními kusy. Tato kvalifikace postupu může být použita tam, kde tvar a rozměry normalizovaných zkušebních kusů nedostatečně reprezentují spoje, které mají být svařovány, např. spojovací svar k tenké trubce. Proto musí být zhotoveny speciální kusy, které napodobují výrobní spoj ve všech základních charakteristických vlastnostech. Zkouška musí být provedena před zahájením výroby a za podmínek používaných ve výrobě. Kontrola a zkoušení musí být provedeno podle příslušné normy pro kvalifikaci postupu svařování. Kvalifikace musí být provedena zkušebním orgánem nebo organizací.
Délka a počet zkušebních kusů musí být dostačující, aby bylo možné provést všechny požadované zkoušky. Mohou být připraveny také doplňující zkušební kusy nebo kusy s větší délkou pro náhradní zkušební tělesa. Pro zkušební kusy trubek, plechů musí být tloušťka "t" základního materiálu stejná, s výjimkou přípojů odboček a koutových svarů. Pokud je výrobkovou normou požadována zkouška rázem v ohybu s vrubem umístěným v TOO svaru, potom musí být na zkušebním kusu vyznačen směr válcování plechu. Tupý spoj na plechu s plným průvarem. Zkušební kus musí být připraven dle předpisu normy, tj. délka kusu je 350 mm, šířka jednotlivých spojovaných částí kusu je 150 mm s danou tloušťkou plechu. Tupý spoj na trubce s plným průvarem. Zkušební kus musí být připraven dle předpisu normy, tj. délka jednotlivých spojovaných částí kusu je 150 mm o daném průměru a tloušťce stěny. T-spoj. Zkušební kus musí být připraven dle předpisu normy, tj. pro tupé spoje s plným průvarem i pro koutové svary s plným průvarem tloušťky stěny, délka pásnice i stojiny je 350 mm, šířka pásnice i stojiny je 150 mm (u plechů) o dané tloušťce stěny; u trubek je délka ramen 150 mm u hlavní trubky i odbočky, o daných průměrech a tloušťkách stěny trubek. Příprava a svařování zkušebních kusů musí být provedeny dle pWPS za všeobecných podmínek ve výrobě a které musí reprezentovat. Kontrola a zkoušení. Zkoušení zahrnuje jak NDT i DT zkoušení dle tab. 1 v příloze. Výrobková norma může stanovit doplňující zkoušky, např. podélnou zkoušku tahem svarového kovu spoje, korozní zkoušky, chemický rozbor, mikroskopickou kontrolu, měření obsahu ,,delta feritu“, zkoušku tahem křížových spojů, aby se získalo více údajů. Před nedestruktivním zkoušením musí být provedena všechna stanovená tepelná zpracování po svařování zkušebního kusu. Stupně přípustnosti vad na zkušebních vzorcích.
Pokud zkušební kus nesplňuje některé požadavky vizuální kontroly nebo NDT, musí být svařen další jeden kus a podroben stejnému zkoušení. Pokud některé zkušební vzorky nesplňují požadavky DT zkoušení, musí být za každý vzorek zkoušeny 2 další vzorky (náhradní). Rozsah kvalifikace. Kvalifikace ,,pWPS“ zkouškou postupu svařování platí pro výrobce, který provádí svařování v dílnách nebo na montážích, které je pod stejným technickým i jakostním dozorem výrobce. Kvalifikace postupu ,,pWPS“ platí pro jeden základní materiál, event. kombinaci základních materiálů, event. i pro jiné skupiny a podskupiny základních materiálů dle předpisu této normy. Rozsah kvalifikace pro tloušťky i průměry zkušebních kusů je uveden v tab. 2, 3 a 4 v příloze. Kvalifikace postupu ,,pWPS“ je platná jen pro metodu (metody) svařování použitou při zkoušce postupu svařování. Každý stupeň mechanizace svařování musí být kvalifikován samostatně (ruční, částečně mechanizovaný, plně mechanizovaný a automatický). Zkouška postupu svařování v jakékoliv poloze (trubka nebo plech), kvalifikuje svařování ve všech polohách s výjimkou pro svařování v polohách PG a J-L 045, pro které se provádí samostatná zkouška postupu svařování. Aby byly kvalifikovány všechny polohy svařování, pak při zkoušce rázem v ohybu se musí vzít pro hodnocení zkušební kus svařený v poloze s nejvyšším tepelným příkonem (poloha PF) a při zkoušce tvrdosti se hodnotí zkušební kus svařený v poloze s nejnižším příkonem (poloha PC). Pokud nejsou stanoveny požadavky na tyto zkoušky, potom platí kvalifikace postupu svařování ve všech polohách (trubka nebo plech). Aby bylo vyhověno požadavkům na tvrdost i na zkoušku rázem v ohybu, provede se svařování v rozdílných polohách a oba kusy se podrobí kontrole vizuální a požadované zkoušce NDT. Pro materiály skupiny 10 dle ČSN 05 0323 (CR ISO 15 608) musí být zkušební kusy svařeny v poloze s nejnižším i nejvyšším tepelným příkonem a podrobeny jak zkoušce rázem v ohybu, tak i tvrdosti. Pak platí pro ně kvalifikace ,,pWPS“ ve všech polohách. Rozsah kvalifikace pro druh svarových spojů je dán druhem svaru použitým při zkoušce postupu svařování dle předpisu této normy a může zahrnout i jiná provedení dle předpisu této normy. Přídavné materiály použité při kvalifikaci ,,pWPS“ zahrnují přídavné materiály, které mají rovnocenné mechanické vlastnosti, stejné obaly či tavidla, stejné chemické složení a stejný nebo nižší obsah vodíku. Metody svařování zkušebních kusů musí být kvalifikovány vždy samostatně ! Kvalifikace postupu svařování ,,pWPS“ je schválena protokolem (certifikátem) ,,WPQR“, který je potvrzen a datován zkušebním orgánem nebo zkušební organizací. Specifikace postupů svařování musí být zpracovány dle jednotlivých částí norem ČSN EN ISO 15 609 (části 1 až 5). Kvalifikace postupů svařování ,,pWPS“ jiných materiálů, než oceli a niklu, použití jiných metod, než obloukového a plamenového svařování, je prováděno dle dalších výše uvedených částí normy ČSN EN ISO 15 614. Příloha: 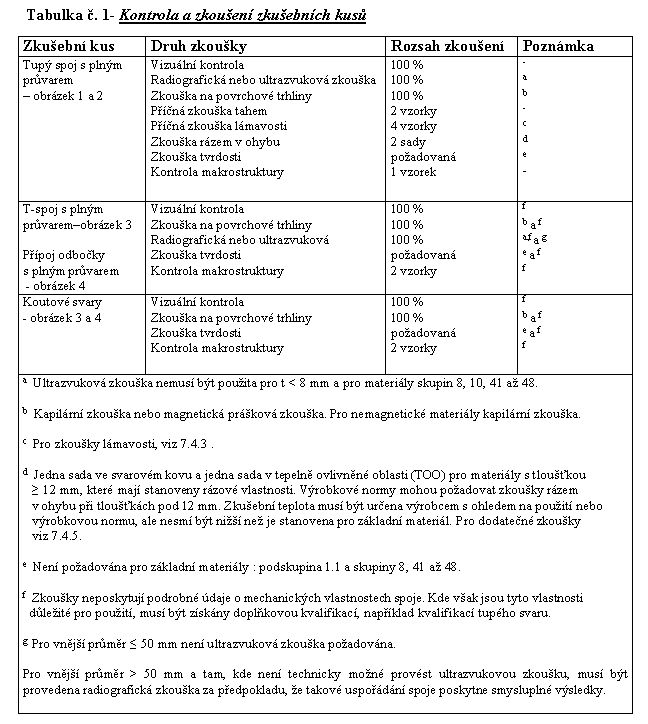 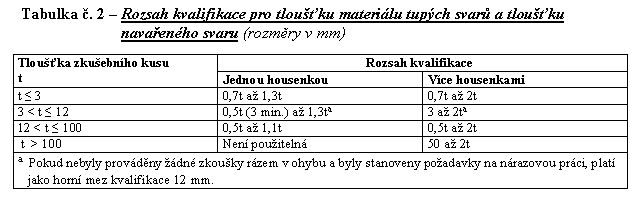 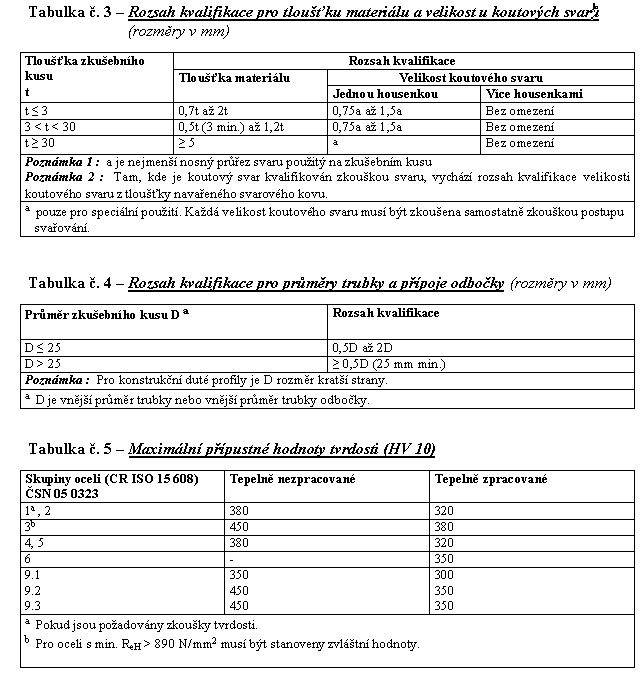
| ||||||||||||||||||||||||||||||||||||||||||