kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] Využitie technik TOFD a phased array pri skúšaní zvarov dlhodobo prevádzkovaných tlakových nádob Datum: 9.11.2006Autor: Ing. M. Kováčik, Ing. R. Hyža, SlovCert Bratislava Zdroj: NDT WELDING BULLETIN 3/2005 Jednou z požiadaviek pri nedeštruktívnom skúšaní dlhodobo prevádzkovaných tlakových zariadení je, aby použitá NDT metóda bola schopá včas zistiť rozvoj defektov vo zvarových spojoch a skontrolovať oblasti, kde boli neprípustné defekty vo zvaroch odstránené. V prípade nádob s väčšou hrúbkou steny sa zvary skúšajú ultrazvukovou metódou, v našich podmienkach bohužiaľ zatiaľ stále veľmi často realizovanou ako manuálne skúšanie s analógovým, v lepšom prípade digitálnym ultrazvukovým prístrojom a vyhodnotením nálezov založeným na hodnotení amplitúdy ech metódou AVG prípadne pomocou kriviek DAC. Ako najbežnejší spôsob opravy chybných úsekov zvarov tlakových nádob sa používa vybrúsenie neprípustnej chyby s plynulým prechodom do okolitého základného materiálu. Miesto výbrusu sa potom pravidelne kontroluje, aby sa zistilo, či opäť nedochádza k iniciácii defektov. Keďže je pôvodná geometria v oblasti výbrusu narušená, vznikajú pri skúšaní klasickou ultrazvukovou technikou tvarové echa veľkej amplitúdy, ktoré sťažujú interpretáciu a vyhodotenie echogramu a často vedú k mylným záverom. Podstata problému je pritom v tom, že klasická ultrazvuková technika je predovšekým založená na hodnotení maximálnej amplitúdy signálu a ignoruje difrakčné javy, pričom práve tie prezrádzajú, či došlo k rozvoju defektu, alebo nie. Novšie ultrazvukové skúšobné techniky a netradičné spôsoby hodnotenia nálezov založené na difrakcii ultrazvukových vín naproti tomu poskytujú informácie, ktoré môžu byť z hľadiska posúdenia rozvoja defektov významné. V našom príspevku chceme poukázať na možnosti, ktoré pri interpretácií nálezov vo zvaroch dlhodobo prevádzkovaných tlakových nádob ponúkajú techniky TOFD a phased array. 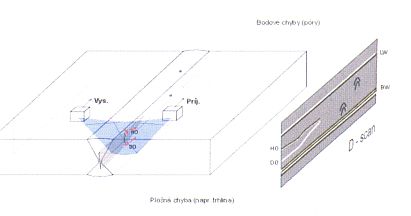 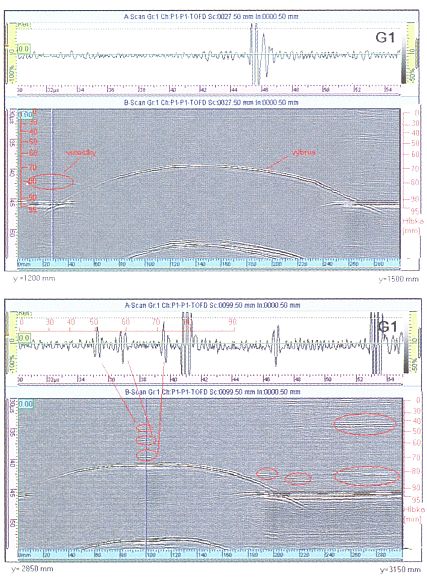 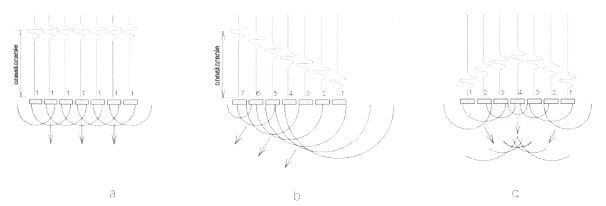 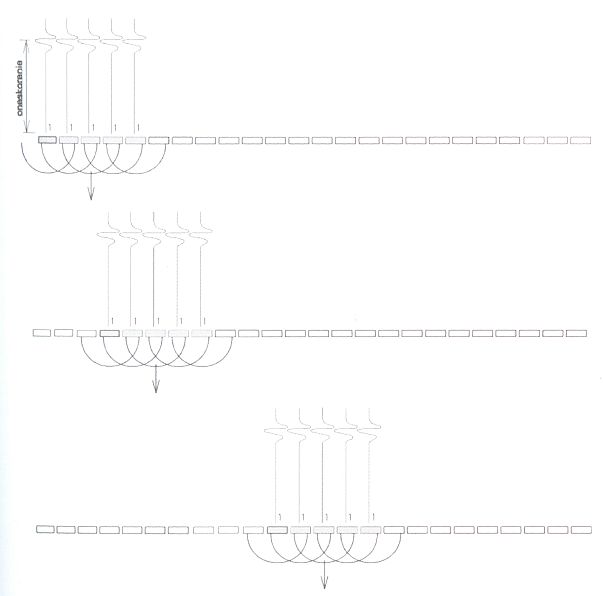 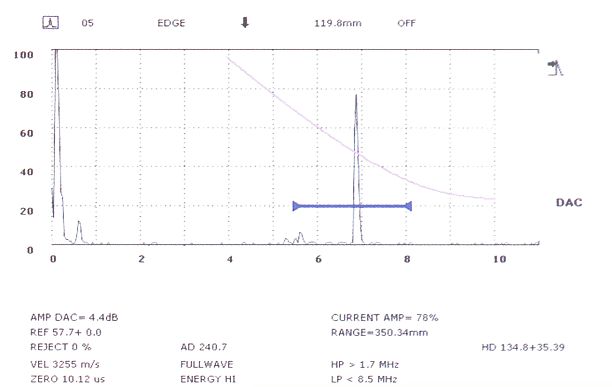 Princíp TOFD Podstata skúšania metódou TOFD je v použití dvoch sond, z ktorých jedna pracuje ako vysielač a druhá ako prijímač. Aby sa dosiahla vysoká rozlišovacia schopnosť, používajú sa sondy vyššej frekvencie s krátkym impulzom. Majú malý priemer meniča, čím sa dosiahne široký zväzok a teda dostatočne veľká inšpekčná zóna pokrývajúca takmer celý prierez zvaru. Využíva sa pozdlžna vlna. Pri usporiadaní znázornenom na Obr. 1 sa z vysielača do prijímača dostane najprv tzv. laterálna vlna, šíriaca sa pri skúšobnom povrchu, potom difrakčná vlna emitovaná horným okrajom chyby, nasledovaná difrakčnou vlnou od spodného okraja chyby a nakoniec echo odrazené od vnútorného povrchu. Sondy sa pri skúšaní vedú iba pozdíž zvaru, takže kontinuálnym snímaním A-scanov pri pohybe sond (používa sa neusmernené - VF zobrazenie) sa vytvorí obraz rozloženia defektov po priereze a dtžke zvaru - tzv D-scan. TOFD má voči klasickej odrazovej metóde niekolko výhod:
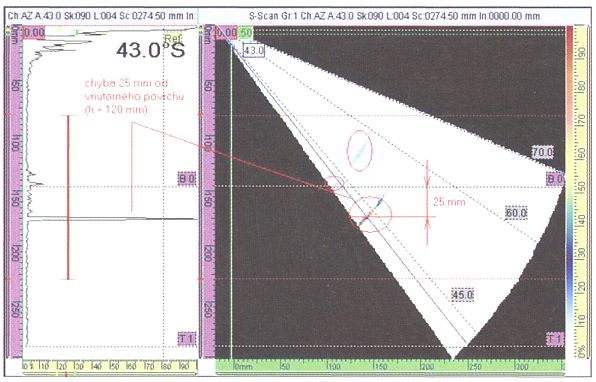 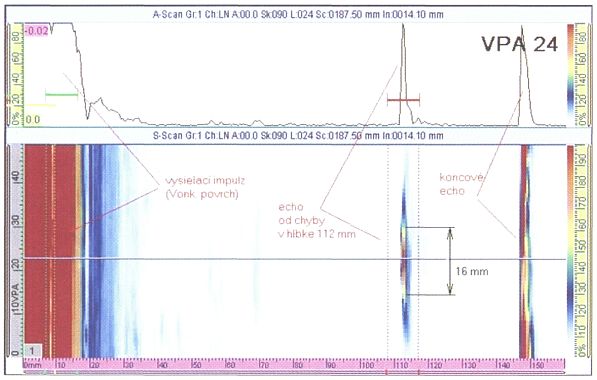 Príklad: Skúšanie úseku zvarového spoja opravovaného vybrúsením neprípustných chýb Obvodový zvar tlakovej nádobyo hrúbke steny plášťa 92 mm, prevádzkovanej viac ako 25 rokov, bol pravidelne pri odstávkach skúšaný klasickou manuálnou ultrazvukovou technikou. Raz za štyri roky bola nádoba otvorená a bolo možné vykonať kontrolu aj metódou magnetickou práškovou. Touto metódou boli zistené neprípustné defekty, ktoré boli následne odstránené brúsením. Výbrusy po defktoch boli počas nasledovných rokov, kon-trolované zvonka ultrazvukom, pretože nádobu nebolo dovolené z prevádzkovo ekonomických dôvodov otvoriť každý rok. Štandardne sa kontrola vykonávala manuálne ultrazvukovou odrazovou metódou s vyhodnocovaním nálezov metódou AVG podľa skúšobnéo predpisu výrobcu. Pri poslednej kontrole zvarov bola okrem klasickej ultrazvukovej metódy použitá aj metóda TOFD. Na obr. 2 je porovnanie záznamov TOFD v miestach dvoch výbrusov. V prvom prípade (hore) je výbrus čistý - bez nálezu. V ruhom prípade - dole sú jase viditeľné krátke indikácie. Poznamenávame, že pri skúšaní klasickou technikou boli v oboch prípadoch zaznamenané iba silné tvarové echa od dna a stien výbrusu. Princíp skúšania sondami s fázovanou sústavou meničov - phased array Sondy s fázovanou sústavou meničov umožňujú elektronicky vychyľovať ultrazvukový zväzok (Obr. 3b) a prípadne ho fokusovať (Obr. 3c). Takto je možné prezvučať určitý uhlový sektor materiálu. Pokiaľ je počet meničov sondy dosť veľký je možné na vytvorenie zväzku použiť iba určitý počet meničov (napr. 16 zo 128) a postupným budením zväzok elektronicky posúvať pozdtž apertúry sondy. Tak sa dá bez nutnosti pohybu sondy realizovať B-scan, čiže zobrazenie prierezu prezvučovaného materiálu v určitom dížkovom úseku (Obr. 4). Príklad: Posúdenie chyby v úkose zvaru Zvary tlakovej nádoby o hrúbke steny plášťa 145 mm, ktorá je v súčasnosti v prevádzke viac ako 25 rokov boli pri pravidelných odstávkach skúšané ultrazvukom rovnakým postupom ako pri výrobe t.j. manuálne klasickou odrazovou metódou. Už pri výrobe bola v jednom zo zvarov zistená chyba, ktorej dížkový rozmer sa pohyboval tesne pod hranicou prípustnosti. Vzhľadom na tento fakt bol daný úsek zvaru v pravidelne pri odstávkach zariadenia skúšaný ultrazvukom s cieľom zistiť, či nedochádza k rozvoju defektu. Sledovanie defektu bolo dlhodobo vykonávané prostriedkami zopovedajúcimi danému stavu techiky, t.j. vzhľadom na rok výroby, manuálnym skúšaním s hodnotením amplitúdy a dížky defektu metódou poklesu o 6dB. Na Obr. 5 je echogram defektu v mieste max. amplitúdy pri skúšaní sondou typ WB frekvencie 2MHz podľa skúšobného postupu výrobcu. Na Obr. 6 - Obr. 8 je ultrazvukový obraz toho istého defektu pri prezvučovaní technikou phased array. Ako je na obrázkoch vidieť, v danom mieste zvaru nie je jediný defekt ako by sa zdalo z A-scanu na Obr. 5. Už pri sektorovom prezvučovaní priečnou vlnou 40° - 70° (Obr. 6) je vidieť, že v danom mieste je viac hoci menších defektov. Podobne je to videť v B scane (Obr. 7) a najlepšie pri prezvučovaní pozdížnou vlnou 5MHz v sektore -45° až +45° (Obr. 8). Je zrejmé, že v tomto prípade dáva skúšanie technikou phased lepšiu predstavu o rozložení defektov v skúšanom objeme. Ak je dížka defektu je kratšia ako apertúra sondy, je možné z lineárneho scanu (bez pohyby sondy) zistiť prípadný nárast rozmerov defektu skôr a presnejšie ako manuálne na základe merania výšky a dfžky defeku z posunu sondy po skúšobnom povrchu. Nezanedbateľný je aj fakt, že v sektorovom obraze a B-scane možno pomerne ľahko na základe lokálnych farebných rozdielov identifikovať aj malé chyby a difrakčné echa, ktoré sú v A-scane ťažko roznateľné od šumu. 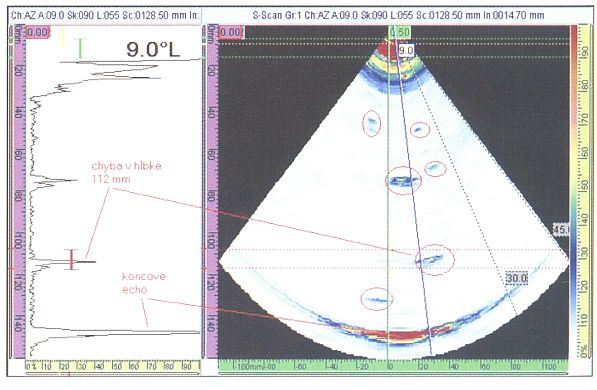 Záver Ultrazvukové skúšobné techniky TOFD a phased array môžu byť veľmi užitočné najmä v situáciách, kedy sa roz-hoduje o prípustnosti defektov spôsobených dlhodobou prevádzkou a kedy si klasickou skúšobnou technikou nie je možné vytvoriť dostatočne verný obraz defektov. Ukazuje sa, že pre účely materiálovej diagnostiky dlhodobo prevádzkovaných zariadení chemického priemyslu a energetiky sú oveľa vhodnejšie ako klasická ultrazvuková technika. Techniky phased array a TOFD, vrátane klasickej, dnes už viacerí výrobcovia integrujú do jediného prenosného a z batérií napájaného prístroja. Príkladom môže byť OMNISCAN MX firmy R/D Tech., ktorým boli vykonané aj merania opísané v tomto príspevku.
| ||||||||||||||||||||||||||||||||||||||||||