kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
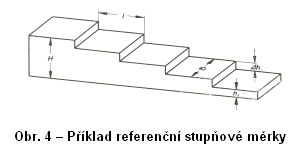
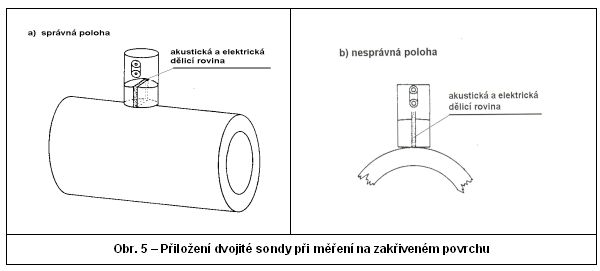
[Tisk] [Poslat e-mailem] [Hledat v článcích] Nedestruktivní zkoušení – Měření tloušťky ultrazvukem Datum: 2.11.2006Autor: Jaroslav Dvořák, dipl. tech. Echo-Test Dvořák, Praha Nedestruktivní zkoušení (NDT) je obor, který se zabývá zkoušením materiálů a výrobků bez jeho porušení. Jednou z hlavních metod NDT je zkoušení materiálů a výrobků ultrazvukem. Vzhledem k tomu, že ultrazvukovou metodu (impulsní odrazová metoda) je možné používat ke kontrole výrobků přístupných pouze z jednoho povrchu, využívá se této metody velmi často ke zjišťování úbytků tloušťky stěny způsobených korozí resp. erozí u potrubí, tlakových nebo skladovacích nádob, kotlů apod. Zkoušení ultrazvukem Ultrazvuk jsou mechanické kmity částic prostředí kolem rovnovážné klidové polohy o frekvencích vyšších než 20 kHz (neslyšitelné frekvence). Ultrazvukové vlny šířící se prostředím mohou být různého druhu (především podélné a příčné) a vzájemně se liší způsobem pohybu částic v prostředí vzhledem ke směru šíření této vlny. V neohraničeném prostředí je rychlost šíření uz vln konstantní a je závislá na modulu pružnosti a hustotě prostředí. Šíření ultrazvukových vln je ovlivněno každým rozhraním, na kterém pak nastává odraz vln resp. při šikmém dopadu i lom vlny. Pro zkoušení materiálu se používá: – průchodová metoda, při níž se musí používat dvě pokud možno stejné sondy, která jsou umístěny proti sobě na protilehlém povrchu výrobku. Jednasonda slouží jako vysílací, druhá sonda jako přijímací. Při této metodě nelze určovat polohu vady ve směru tloušťky a hodnotí se jakost podle množství průchodu ultrazvukové energie, obvykle v procentech. – impulsová odrazová metoda. při této metodě se do materiálu vysílá ultrazvukovou sondou krátký ultrazvukový impuls, který se odráží od všech rozhraní, tedy od vnitřních vad i od protilehlého povrchu výrobku. V okamžiku vysílání uz impulsu se na stínítku obrazovky objeví tzv. vysílací impuls (VI). Po kalibraci ultrazvukového přístroje se za dobu odpovídající dvojnásobku vzdálenosti vady od sondy objeví na stínítku impuls tzv. vadové echo (VE) a dále koncové echo (KE) tj. odraz od protilehlé stěny výrobku. 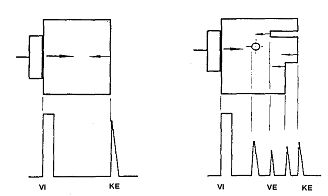 Rychlost šíření ultrazvukových vln v homogenním prostředí je konstantní a závisí na modulu pružnosti a hustotě prostředí (E = c . p ). Rychlost je definována následujícím vztahem: 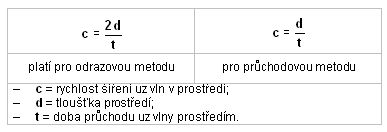 Rychlost šíření uz vln je materiálová konstanta, na které závisí dráha jakou ultrazvuk v příslušném materiálu proběhne za jednotku času. Pro průchod nejmenší měřitelné dráhy tedy potřebuje ultrazvuková vlna pro rozdílné materiály i rozdílnou dobu průchodu. Hodnota rychlosti šíření uz vlny je uváděna v odborné literatuře pro řadu známých materiálů. Některé informativní hodnoty rychlosti šíření ultrazvukových podélných vln uvádí následující tabulka. 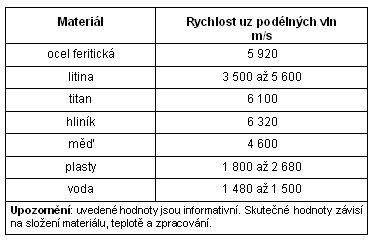 Měření tloušťky ultrazvukem Měření tloušťky stěny je nejrozšířenější aplikací ultrazvukového zkoušení. Nejčastěji se pro měření tloušťky používají ultrazvukové tloušťkoměry především z důvodu poměrně jednoduchých a lehce přenosných přístrojů, které mají postačující přesnost měření. Pro měření tloušťky lze rovněž použít také klasický ultrazvukový přístroj(defektoskop). Princip funkce ultrazvukových tloušťkoměrů je založen na měření doby průchodu ultrazvukového svazku materiálem. Doba průchodu - čas je pak násoben materiálovou konstantou, kterou je rychlost šíření ultrazvukových vln v měřeném materiálu. Tloušťka součásti nebo konstrukce je tedy určena přesným měřením času, který potřebuje krátký ultrazvukový impuls generovaný měničem k průchodu tloušťkou materiálu jednou, dvakrát nebo vícekrát. Jestliže bude hodnota rychlosti šíření vln, nastavená u přístroje odpovídat rychlosti šíření vln ve zkoušeném materiálu, pak budou chyby měření sníženy na minimum. Způsoby měření tloušťky: – měření doby průchodu mezi vysílacím impulsem a prvním zpět odraženým echem, po odečtení korekce nuly k vyrovnání tloušťky ochranné vrstvy sondy a vrstvy akustického prostředku (technika prvního echa). 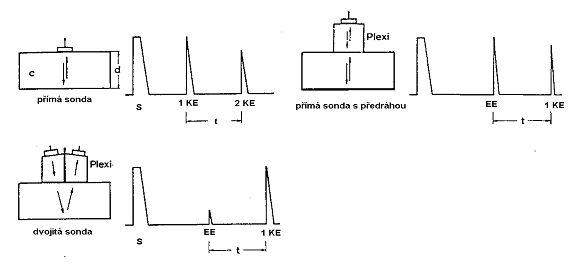 - měření doby průchodu mezi koncem tělesa předdráhy a prvním koncovým echem (technika prvního echa s předdráhou). - měření doby průchodu mezi koncovými echy (technika vícenásobných ech). K měření tloušťky se u různých tloušťkoměrů používají různé typy ultrazvukových sond (dvojité, přímé, přímé s předdráhou), které generují podélné ultrazvukové vlny. Sondy se vyrábějí s různou frekvencí (2 MHz až 10 MHz), typem tlumení, s rozměry kontaktní plochy (měničů). Sondy jsou použitelné pro běžné teploty povrchu (cca do 60 °C). Pro vysoké teploty povrchu zkoušeného materiálu jsou vyráběny speciální sondy (až do 550 °C). 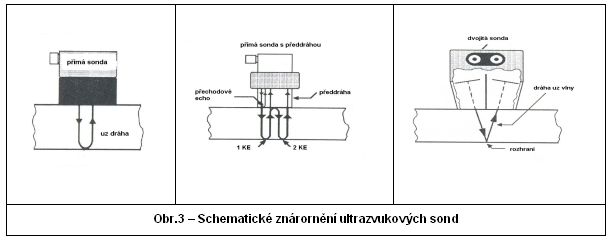 Podle typu sond je i dána možnost přesnosti měření. Přesnost měření závisí na přesnosti určení doby průchodu. Proto je nutná maximální strmost náběžné hrany impulsu, kterou dávají pouze silně tlumené širokopásmové sondy. Většina ultrazvukových tloušťkoměrů používá pro běžné měření tloušťky, například zjišťování korozních úbytků, dvojité sondy u kterých se uvažuje o přesnosti výsledků měření 0,1 mm. Některé speciální sondy mají přesnost až 0,01 nebo 0,001 mm. Toto měření však vyžaduje dokonale kvalitní povrchy tj. povrch pro přiložení sondy tak i odrazný povrch a, které musí být rovnoběžné. Všeobecné informace pro měření tloušťky ultrazvukovým tloušťkoměrem: Každý uživatel ultrazvukových tloušťkoměrů musí především věnovat pozornost návodu k obsluze přístroje. Nedodržení těchto pokynů může způsobit chyby při měření tloušťky stěny nebo nesprávné výsledky měření. Správné použití ultrazvukových přístrojů předpokládá dodržení tří hlavních podmínek:
Omezení při zkoušení ultrazvukem Ultrazvuková zkouška dává informace o prostoru, který je ohraničen ultrazvukovým svazkem. Obsluha proto musí postupovat pozorně při vyslovení závěrů o provedené zkoušce materiálu, který se nachází mimo hranici ultrazvukového svazku. Při kontrole velkých výrobků je nevhodné a v některých případech i nemožné provést zkoušku celého výrobku. Závěry o stavu nekontrolovaných oblastí může na základě výsledků získaných při částečné kontrole vyslovit jen pracovník, který má znalosti z oboru statistiky a pravděpodobnosti. Zkoušení materiálu poškozeného korozí nebo erozí může provádět jen zkušený pracovník, protože se poškození materiálu může místo od místa zásadně měnit. Doporučení pro měření tloušťky stěny
Závěr Ultrazvukové tloušťkoměry v současné době umožňují měření různých materiálů (kovových i nekovových) a s různou rozlišovací schopností („přesnosti“). Většina tloušťkoměrů umožňuje nastavit rozsah rychlosti šíření ultrazvukových vln (100 až 10 000) m/s a měřit tloušťky v rozahu (0,2 až 300) mm.  Moderní přístroje jsou řízeny mikroprocesory, mají vlastní paměť pro ukládání naměřených hodnot tzv. Dataloger s možností uložení až 6000 měřených hodnot, s přímým vytištěním naměřených hodnot a jejich polohou do protokolu na tiskárnu nebo jejich dalšího zpracování pomocí výpočetní techniky. Další možností jsou tloušťkoměry i s tzv. A– zobrazením, nebo B–zobrazením. Speciální tloušťkoměry jsou rovněž konstruovány do prostředí s nebezpečím výbuchu. Problematika měření tloušťky ultrazvukem a požadavky na kvalifikaci pracovníků je nyní uceleně zpracována v ČSN EN 14127:2005 (01 5021) „Nedestruktivní zkoušení – Měření tloušťky ultrazvukem“.
| ||||||||||||||||||||||||||||||||||||||||||