kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] Materiály tlakových nádob Datum: 16.10.2006Autor: Ing. Eva Folková, Ing. Vratislav Polívka Obecně musí materiály podle sbírky zákonů č.26/2003 splňovat kritéria v bodě 4: „Materiály použité k výrobě tlakového zařízení musí být vhodné po celou dobu předpokládané životnosti“. Materiály součástí vystavených tlaku musí mít vhodné vlastnosti za všech provozních podmínek a musí být dostatečně tažné a houževnaté. Materiál považujeme za dostatečně tažný, jestliže při tahové zkoušce prováděné normalizovaným postupem není jeho hodnota tažnosti menší než 14 % a její nárazová práce na zkušební tyči s V-vrubem dle mezinárodní normy ISO není menší než 27 J při teplotě, která není větší než 20°C, avšak není vyšší než nejnižší předpokládaná pracovní teplota. Materiály musí být odolné proti křehkému lomu. Znamená to chemickou odolnost v prostředí proudícího média v tlakovém zařízení, materiál nesmí být ovlivněn stárnutím, musí být vhodný pro předpokládané technologické postupy a musí být volen tak, aby se při vzájemném spojování různých materiálů zabránilo nežádoucím účinkům. Výrobce tlakového zařízení musí vhodným způsobem definovat hodnoty potřebné pro pevnostní výpočty podle bodu Výpočtová metodamusí uplatňovat požadavky na základní vlastnosti materiálů a jejich zpracování citované v předcházejícím odstavci. Výrobce musí ve své technické dokumentaci poskytnout údaje týkající se shody se specifikacemi materiálů a to buď:
Výrobce musí zajistit, aby byl použitý materiál v souladu se specifikovanými požadavky. K dispozici musí být dokumentace připravená jejich výrobcem a potvrzující shodu se specifikací. U hlavních částí vystavených tlaku v zařízeních kategorie II, III a IV musí mít tato dokumentace formu certifikátu o zvláštní kontrole výrobku. Pokud má výrobce materiálu zaveden vhodný systém zabezpečení jakosti, který je ověřený autorizovanou osobou a je podrobený zvláštnímu zhodnocení pro oblast materiálů, potvrzuje se shoda se specifikovanými požadavky. Současně platné normy pro materiály tlakových zařízení V současné době pro volbu materiálů pro tlakové nádoby zůstává nadále v platnosti ČSN 69 0010-3.1 – „Tlakové nádoby stabilní-Technická pravidla-Část 3.1: Materiál“. Tato norma uvádí všeobecné požadavky na materiály a následně v kapitole Materiály pro pracovní teploty 0°C a vyšší je koncepce následující:Pro konkrétní druh polotovaru (ocelové plechy, ocelové trubky, tyče ocelové, výkovky, kované nádoby a jiné velké výkovky, ocelové odlitky, odlitky z šedé litiny, odlitky z tvárné litiny, neželezné kovy) je v tabulkách pro jednotlivé materiály dle ČSN přiřazen výpočtový přetlak, výpočtová teplota (zasahující i oblasti tečení) a eventuelně příslušné dodací podmínky. Samostatná kapitola je určena materiálům pro pracovní teploty pod 0°C opět s konkrétním přiřazením materiálů podle druhu polotovaru. Kapitola 3 tohoto článku detailněji popisuje další novější platnou normu ČSN EN 13445-2 – „Netopené tlakové nádoby-Část 2: Materiály“, která se svojí koncepcí zásadněji liší. Specifikuje požadavky na materiály (včetně materiálů plátovacích) vyráběné z kovových materiálů (na rozdíl od normy ČSN 690010-3.1 nejsou specifikovány odlitky z tvárné a šedé litiny a také neželezné kovy), norma je omezena na oceli s dostatečnou houževnatostí a dokument není použitelný pro oblast tečení. Pro praxi to znamená vyhledat pro příslušný materiál určený pro vyšší teplotu technické dodací podmínky (dále jen TDP) podle Evropských norem (dále jen EN), ve kterých jsou tabulky s konkrétními hodnotami meze pevnosti pro tečení v závislosti na čase a na základě těchto hodnot nadimenzovat tlakové zařízení. Zároveň samozřejmě paralelně vedle norem ČSN, příp. ČSN EN existuje pro materiály tlakových zařízení např. AD-Merkblätter nebo ASME Code. ČSN EN 13445-2 - Netopené tlakové nádoby - Část 2: Materiály Evropská norma ČSN EN 13445 – „Netopené tlakové nádoby“ se skládá ze sedmi částí:
Částí 2 (Materiály) se budeme zabývat podrobněji. Norma specifikuje požadavky (kapitola 4 uvedené normy) používané na tlakové části, a to požadavky Všeobecně v kapitole 4.1, Zvláštní ustanovení v kapitole 4.2, Technické dodací podmínky v kapitole 4.3 a Značení v kapitole 4.4. Kapitola Všeobecně definuje, že musí být materiály voleny tak, aby byly kompatibilní s předpokládanými výrobními postupy a byly vhodné pro vnitřní tekutinu a vnější prostředí (v úvahu se berou i normální provozní a přechodné podmínky - během výroby, dopravy, zkoušení a provozování). Dále musí být materiály zařazeny do skupin v souladu s CR ISO 15608:2000 „Svařování - Směrnice pro zařazování kovových materiálů do skupin“, musí být doloženy dokumenty kontroly v souladu s EN 10204 (typ dokumentu kontroly navíc ve shodě s EN 764-5). Výrobky nesmí mít žádné povrchové a vnitřní vady, které by nepříznivě ovlivnily použití. V kapitole 4.1 jsou dále specifikovány zásadní technické požadavky, které se týkají minimální tažnosti oceli (platí pravidlo, že tažnost v jakémkoliv směru musí být minimálně 15%) a dále jmenovitá hodnota nárazové práce (zkoušeno dle EN 10045-1) musí být minimálně 27 J u feritických ocelí a u ocelí legovaných 1,5% až 5%Ni, minimálně 40 J u ocelí austenitických, Ni legovaných ocelí s % obsahem 8,0% až 10,0% a u duplexních austeniticko feritických korozivzdorných ocelí. Pro materiály určené pro svařování a tváření je specifikovaný maximální obsah uhlíku, fosforu a síry. Kapitola Zvláštní ustanovení zahrnuje podkapitolu Zvláštní vlastnosti, kdy je třeba brát v úvahu výrobní postupy nebo provozní podmínky, které by ovlivnily vlastnosti materiálu a tím bezpečnost a životnost tlakové nádoby (např. stupeň tváření za studena a tepelné zpracování nebo mohou být škodlivé účinky vyvolány vodíkovou křehkostí, korozí, tvorbou okují, stárnutím materiálu po tváření za studena). Také je nutné brát v úvahu eventuelní vznik lamelárních trhlin zapříčiněných konstrukcí spojů a zatížení – ocel musí mít zlepšené deformační vlastnosti kolmo k povrchu v souladu s EN 10164 – „Výrobky z oceli se zlepšenými deformačními vlastnostmi kolmo k povrchu výrobku - TDP“. Další podkapitola se zabývá konstrukční teplotou nad 20°C. Základní pravidlo (mimo dalších ustanovení) je, že materiál může být používán v rozsahu teplot udaných v EN 13445-3. Dále se hovoří o vlivu vyšších teplot na eventuelní snížení houževnatost materiálů, což může mít za následek předčasné vyčerpání životnosti součásti. Velmi důležité je předcházení křehkému porušení (požadavky jsou specifikovány v Příloze B této normy viz. dále). Pro upevňovací části (šrouby, svorníky, matice) je např. zákaz aplikace automatových ocelí. Další omezení je u použití uhlíkových nebo nízkolegovaných ocelí s obsahem Ni vyšším než 3,5% hmotnostní – dovoleno provozování do 300°C. U feritických a martenzitických ocelí na šrouby nesmí minimální pevnost v tahu tyčí přesáhnout 1000 MPa při minimální tažnosti 14%. Příloha B dále stanovuje požadavky pro nárazovou práci u feritických a martenzitických ocelí. Jako další důležitý odkaz je požadavek pro šrouby s konstrukční teplotou pod –160°C, které se musí zkoušet rázem v ohybu při –196°C. V kapitole Technické dodací podmínky je odkaz na tabulku A 2-1 (viz dále), která zařazuje evropské normalizované oceli do skupin podle tvarů výrobků. Materiál specifikovaný v seznamu evropských schválených materiálů (jde o EMDS-European Material Data Sheet - v tomto věstníku může být zařazen materiál, který v tabulce A 2-1 není) pro tlaková zařízení musí být aplikován dle stanoveného rozsahu a s respektováním všeobecných a zvláštních ustanovení. Pokud se bude uvažovat jiný, nežli specifikovaný materiál, platí stejná pravidla. Výrobky plátované musí být v souladu s požadavky přílohy C- viz. dále a přídavné materiály pro svařování musí dodržovat technické dodací podmínky v souladu s EN 12074 a prEN 13479. Kapitola Značení hovoří o zajištění identifikovatelnosti mezi výrobkem a dokumenty kontroly.Minimální požadavky na materiály pro beztlakové části - u jednotlivých dílů by mělo být dokladovatelné chemické složení a mechanické hodnoty. Příloha A - Kovové materiály pro tlaková zařízení - Systém třídění do skupin a oceli obsažené v evropských normách. Systém třídění kovových materiálů pro tlaková zařízení zařazuje oceli do skupin podle CR ISO 15608:2000. V tabulce A.2-1 – „Evropské normalizované oceli zařazené do skupin podle tvaru výrobků“ - je řazení voleno tak, že každý konkrétní materiál je definovaný v tabulce značkou, číslem, popisem, evropskou normou, ve které se nalézá, tepelným zpracováním a tvarem výrobku včetně rozměru. V tabulce je zaneseno i zatřídění podle CR ISO 15608, kde existuje celkem 11 skupin. Příloha B definuje požadavky pro předcházení křehkému lomu. Jsou zde specifikovány tři metody obsahující kritéria, která jsou založena na požadavcích na nárazovou práci při stanovených teplotách pro základní materiál, tepelně ovlivněnou oblast (včetně linie natavení) a svarový kov. Metoda 1 – požadavky pro nárazovou práci materiálů v tabulce A 2-1 musí být v souladu s tabulkami uvedenými v příloze. Týkají se např. všeobecných požadavků na předcházení křehkému lomu s ohledem na tloušťku materiálu, dále jsou zde vyspecifikovány konkrétní jakosti austenitických ocelí s určenou nejnižší minimální teplotou. Metoda 2 – je vytvořena na základě provozních zkušeností z lomové mechaniky a aplikuje se pro feritické oceli (C, C-Mn a jemnozrnné) a oceli s 1,5% až 5% hm. Ni s mezí kluzu do 460 MPa . Při tomto postupu se zkušební teplota TKV nerovná konstrukční referenční teplotě TR . Další požadavek je, že základní materiál, svarový kov a HAZ (přechodová oblast) musí splňovat požadavky na nárazovou práci a nakonec je specifikovaný postup pro základní materiál, který má tloušťku menší než 10mm. Metoda 3 - znamená aplikaci analýzy podle lomové mechaniky za účelem stanovení vhodnosti jednotlivých nádob, jestliže použité materiály nejsou obsaženy v tabulce A2-1, kdy požadavky metod 1 a 2 nemohou být dodrženy pro použití za nízkých teplot, vady leží mimo hranici přípustnosti podle EN 13445-5, použití materiálu o větší tloušťce, než připouští požadavky při nízké teplotě. Musí být dodržena ještě řada dalších předpisů, které norma jasně specifikuje. Kapitola Všeobecné požadavky na zkoušku definuje všeobecné požadavky na provedení zkoušky rázem v ohybu v návaznosti na další související normy (orientace tyčí a vrubů, definice vyhodnocení). Dále navazují podkapitoly hovořící o požadavcích na nárazovou práci pro zkušební tyče, kdy je tloušťka základního materiálu menší než 10 mm. Kapitola Svary určuje požadované hodnoty nárazové práce pro svarové spoje v souladu s předpisy v EN 288-3 a EN 13445-4 a kapitolou Všeobecné požadavky. Zcela určující je předpoklad, že požadované hodnoty nárazové práce musí minimálně odpovídat předpisu pro základní materiál. Příloha C - zde jsou promítnuty TDP pro plátované výrobky pro tlakové účely. Pro materiály plátovaných výrobků platí podmínky v EN13445-2 a plátovací ocel musí splňovat všeobecná ustanovení, které řeší technické parametry spojení mezi základním a plátovacím materiálem, záležitosti kolem plochy spojení, mezní úchylky tloušťky plátovacích materiálů na plátovaných ocelí, kvalifikaci plátovacího postupu a předepsané pracovní zkoušky. Příloha D – obsahuje tabulku evropských norem ocelí a ocelových komponent pro tlakové nádoby. 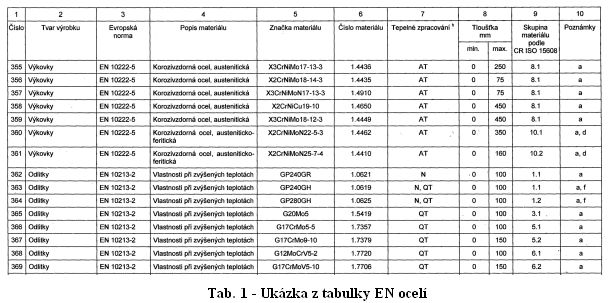 Příloha ZA- definuje ustanovení této evropské normy podporující základní požadavky neno jiná ustanovení směrnic EU Norma ČSN EN 13480-2–Kovová průmyslová potrubí–Část 2: Materiály Evropská norma EN 13480 pro kovová průmyslová potrubí se skládá ze sedmi vzájemně souvisejících částí:
V dalším se zaměříme na Část 2: Materiály. Tato část stanovuje požadavky na materiály (včetně kovových plátovacích materiálů) pro průmyslová potrubí a jejich podpěry. Tato evropská norma není použitelná pro oblast tečení (materiály ale v této oblasti mohou být použité, pokud je známa jejich mez pevnosti při tečení – viz Požadavky na materiály), je omezena na oceli s dostatečnou houževnatostí. Později bude doplněna o přílohy s dalšími materiály. Byla vydána v červnu 2003 a nahrazuje normu ČSN 130021-3 z května 1997. Základním rozdíl mezi oběma normami je ve způsob rozdělení materiálů. V ČSN 130021-3 jsou materiály používané na potrubí rozděleny podle výpočtové teploty (nad 0°C a pod 0°C). Následuje rozdělení podle typu materiálu a typu polotovaru což je provedeno pomocí tabulek, které následují chronologicky za sebou. „Nová“ norma EN 13480-2 zatím neobsahuje např. neželezné kovy jako je tomu v ČSN 130021-3, ale oproti původní obsahuje rozdělení ocelí do jednotlivých svařovacích skupin dle CR ISO 15608, požadavky pro předcházení křehkému lomu a prozatímní technické dodací podmínky plátovaných výrobků pro tlakové účely. Norma ČSN EN 13480-2 se svojí skladbou (resp. grafickou úpravou) odlišuje od ČSN 130021-3 a skládá se z následujících kapitol: Předmluva 1. Normativní odkazy včetně Citovaných norem, kde je patrná šíře záběru této Části 2: Materiály. Jedná o jednotlivé díly EN 10028-1-7 – „Ploché výrobky z ocelí pro tlakové nádoby a zařízení“, EN 10213-1-4 – „TDP pro ocelové odlitky na tlakové nádoby a zařízení“, EN 10216-1-5 – „Bezešvé ocelové trubky pro tlaková zařízení“, EN 10217-1-7 – „Svařované ocelové trubky pro tlaková zařízení“, EN 10222-1-5 – „Ocelové výkovky pro tlaková zařízení“, EN 10269 – „Oceli a niklové slitiny na upevňovací prvky“, EN normy pro mech. zkoušení, svařování včetně přídavných materiálů apod. 2. Termíny, definice, značky a jednotky, kde jsou popsány, vysvětleny a v tabulce 3.2-1 této normy uvedeny jednotlivé důležité pojmy a značky používané v této EN. 3. Požadavky na materiály používané na tlakové části průmyslových potrubí Materiály musí být certifikovány dle EN 10204, zařazeny do svařovacích skupin v souladu s CR ISO 15608, samozřejmě výrobky nesmí mít žádné povrchové a vnitřní vady. Minimální tažnost použitých ocelí pro potrubí musí být 14 % v příčném směru a 16 % v podélném směru. Spojovací části nebo odlitky mohou dosáhnout i nižších hodnot tažnosti při použití vyššího součinitele bezpečnosti nebo při provedení vhodné destrukční zkoušky k prokázání tvárného chování materiálu. Minimální hodnota nárazové práce (V-vrub) musí být 27 J u feritických ocelí a ocelí legovaných 1,5 % až 5 % Ni a 40 J u ocelí skupin 8, 9.3 a 10 (dle již zmiňované CR ISO 15608) při zkušební teplotě vždy nižší než 20°C přesněji definované v příloze B této normy. V tabulce 4.1-1 této normy je uveden předpis chem. složení ocelí určených pro tváření nebo svařování. 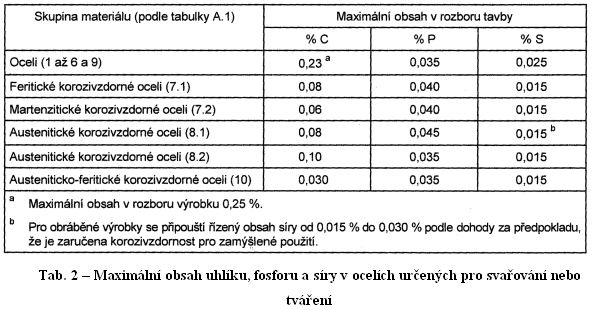 Ve Zvláštním ustanovení je dán návod jak postupovat při volbě materiálu pro průmyslová potrubí pod vlivem provozních podmínek, výrobních postupů a lamelárního praskání. Materiály se volí v rozsahu teplot, které jsou definovány v technických materiálových podmínkách. Pokud neobsahují konkrétní konstrukční teplotu je možné použít interpolaci. Pro výrobek pracující v oblasti tečení musí být známa hodnota meze pevnosti při tečení z materiálové specifikace. Jsou zde také specifikovány zvláštní požadavky pro upevňovací části. Tlakové ocelové části vyloženého potrubí nemusí být vhodné pro vnitřní tekutinu, jestliže vyložení zajistí těsnost obsahu během provozu. Ve většině případů se vychází z TDP – EN pro plechy, pásy, tyče, trubky, tvarovky, výkovky, odlitky, příruby, tělesa armatur a ostatní tlaková příslušenství a materiálů specifikovaných v EMDS. Materiály dle jiných norem je možné použít za předpokladu, že byly přijaty zvláštním posouzením materiálu. TDP na přídavné materiály pro svařování musí být v souladu s EN 12074 a prEN 13479-1 – ekvivalentní specifikace jsou přijatelné při splněních stejných kritérií. Značení výrobků musí splňovat požadavky EN, u materiálů v EN neobsažených musí být uvedeno jejich označení, výrobce a razítko kontrolního orgánu. Pro netlakové části (podpěry, podstavce, přepážky apod.) musí být používán materiál s atestovaným chemickým složením a pevnostními hodnotami. Příloha A – Systém třídění do skupin a oceli obsažené v evropských normách V tabulce A.1 jsou oceli pro svařované průmyslové potrubní systémy tříděny do skupin dle CR ISO 15608. Další materiály budou v budoucnu doplňovány dodatky.Tabulka A.2 obsahuje informativní přehled EN pro oceli pro průmyslová potrubí. 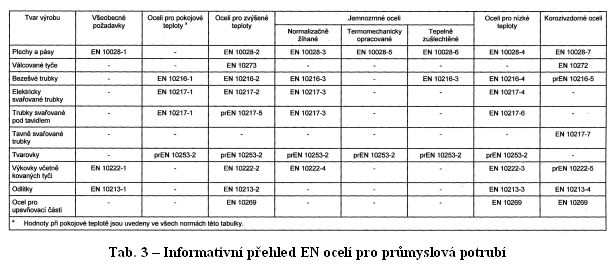 Evropské normalizované oceli tříděné do skupin podle tvaru výrobků (plechy a pásy, tyče, bezešvé trubky, svařované trubky, výkovky, odlitky) jsou uvedeny v tabulce A.3 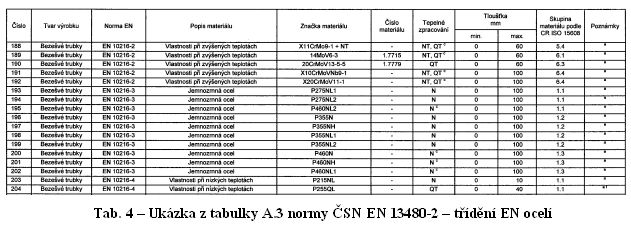 Příloha B – Požadavky pro předcházení křehkému lomu Tato příloha specifikuje tři alternativní metody na zajištění odolnosti proti nízkoteplotnímu křehkému lomu všech polotovarů. Určuje požadavky na nárazovou práci pro základní materiál, tepelně ovlivněnou zónu a svarové kovy. Každá z těchto metod může být použita nezávisle. Metoda 1 – požadavky na min. hodnotu nárazové práce pro jednotlivé typy materiálů z tabulky A.3 a teplotu zkoušky musí být v souladu s tabulkami uvedenými v této Příloze B. Je zde určité omezení tloušťkou materiálu. Metoda 2 – vychází z principů lomové mechaniky a je použitelná pouze pro oceli uhlíkové, uhlíkovo-manganové a nízkolegované feritické oceli s ReH do 460 MPa. Hodnoty konstrukční referenční teploty a teploty při zkoušce rázem v ohybu musí být v souladu s obrázky (grafy) obsaženými v Příloze B. Metoda 3 – také vychází z koncepce lomové mechaniky a je použitelná pro případy, které nejsou zahrnuty v metodách 1 a 2. Týká se hlavně materiálu, které nejsou v současnosti v EN materiálových normách. Hodnoty lomové houževnatosti musí být získány zkouškami lomové houževnatosti na předepsaných zkušebních tyčích. Vyhodnocení se provádí dle publikací uvedených v bibliografii na konci této normy ČSN EN 13480-2. Dále jsou v Příloze B uvedeny zkušební požadavky na provádění zkoušek rázem v ohybu, umístění zkoušek, rozměry, jejich počet apod. Jestliže jsou materiály průmyslového potrubí spojovány pomocí svarů musí výběr přídavného svařovacího materiálu a postupy svařování zabezpečit požadovanou hodnotu nárazové práce, která se musí nejméně rovnat základnímu materiálu („horšímu“ při svařování dvou odlišných jakostí). Desky pro kontrolu výrobních svarových spojů musí být v souladu s EN 288-3 a schvalování svařovacího postupu s 9.3 EN 13480-4. Referenční tloušťka svarového spoje je určena tabulkou B.4.1. Příloha C – Prozatímní TDP plátovaných výrobků pro tlakové účely Jsou zde uvedeny požadavky na základní materiál, plátovací materiál, mezní úchylky tloušťky plátovacích materiálů, kvalifikace plátovacího postupu, kvalifikační zkoušky a provozní zkoušky. Příloha ZA – Ustanovení této EN vyjadřující základní bezpečnostní požadavky nebo jiná ustanovení směrnic EU V tabulce této přílohy je porovnávána EN 13480-2 a Směrnice pro tlaková zařízení 97/23/EC s ohledem na materiál. Z předchozího vyplývá, že obě popisované normy ČSN EN 13445-2 a ČSN EN 13480-2 jsou velmi podobně strukturované, obsahují stejné údaje (tabulky materiálů, rozdělení ocelí do svařovacích skupin, TDP pro plátované materiály apod.) a stejné pasáže textu. Aplikace ve ŠKODA ENERGO s.r.o. ŠKODA ENERGO s.r.o. disponuje komerčním výpočetním systémem PVESS od firmy SAGE BRNO. V rámci této databáze jsou zavedeny podle konkrétní značky materiály dle ČSN přípustné pro tlakové nádoby. Pro každý materiál je zadán druh polotovaru a jeho rozměr, výpočtová teplota, základní mechanické a fyzikální charakteristiky (mez kluzu Re, mez pevnosti Rm, modul pružnosti E a koeficient teplotní roztažnosti ). Pro materiály pracující v oblasti creepu je v databázi zadána hodnota meze pevnosti při tečení Rm/105 a mez kluzu při tečení Rp0,1/105. Z výše uvedených veličin mechanických vlastností materiálu je pak vypočteno základní dovolené namáhání pro pevnostní dimenzování. Pro materiály DIN používané v aplikacích německého předpisu pro tlakové nádoby AD-Merkblätter je struktura databáze obdobná.Pro každý typ materiálu a rozměr je stanoveno dovolené namáhání K (tzv. KENWERT), což je zjednodušeně pevnostní charakteristika (mez kluzu nebo mez kluzu při tečení) dělená bezpečností. Obě databáze lze průběžně dle potřeby doplňovat o další materiály včetně materiálů podle evropských norem viz. Tab. 5 - materiál P 265 GH polotovar plech. Oddělení Materiálového inženýrství ŠKODA ENERGO s.r.o. zpracovalo porovnání materiálů dle ČSN-DIN-EN, používaných pro výrobu energetických zařízení včetně jejich vhodnosti ke svařování a pracovní teplotě – viz. Tab. 6. U konkrétního materiálu podle jakosti ČSN je možný druh volby (členění podle druhu polotovaru) odpovídající náhrady dle DIN nebo EN. Tento dokument využívají zejména konstruktéři a projektanti při volbě materiálů s preferováním materiálů dle evropských standardů. V současné době se vypracovává znalecký posudek nezávislým materiálovým expertem a tento dokument tím získá oficiální kredit TÜV s.r.o. 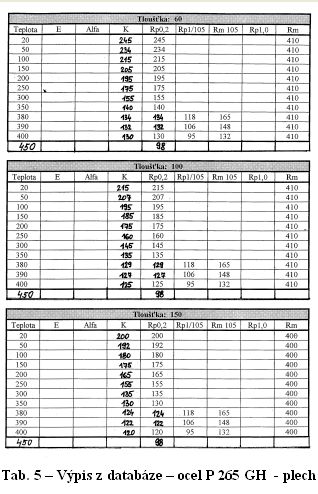 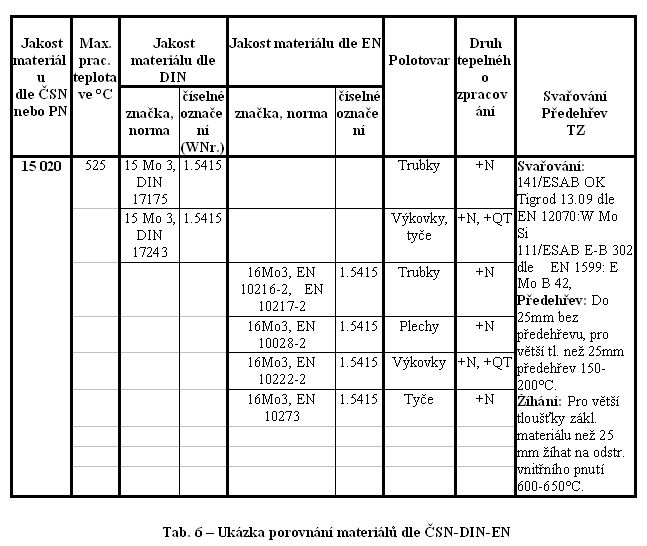
| ||||||||||||||||||||||||||||||||||||||||||