kotle, tlakové nádoby, potrubí a nízkotlaké kotelny
[Tisk] [Poslat e-mailem] [Hledat v článcích] Norma pro zkoušky svářečů ocelí - ČSN EN 287-1:2004 Datum: 17.8.2006Autor: Ing. Václav Minařík,CSc.- ředitel exekutivy CWS ANB Zdroj: přednáška TLAK 2005 V předloňském roce vyšla dlouho očekávaná norma pro zkoušky svářečů ocelí. Vznik této normy má poměrně dlouhou historii. Již před cca 4. lety byl v plánu CEN i ISO společný normalizační úkol – vytvoření nové normy EN ISO 9606-1, která by nahradila platnou EN 287-1 proti které bylo postupem času řada výhrad, že již nestačí průmyslové praxi. Skutečně byl po mnohých pracovních jednáních CEN/TC 121/SC 2 a ISO/TC 44/SC11 vytvořen návrh EN ISO 9606-1. Již při těchto jednáních byly zřejmé časté výhrady mimoevropských zemí, což po letech práce vyústilo v neschválení návrhu od ISO. CEN tedy připravený návrh normy využil pro svoji normu EN 287-1:2004. Je poměrně překvapivé, že pro ostatní materiály k dohodě došlo, tedy existuje EN ISO 9606-2 pro hliník a jeho slitiny, EN ISO 9606-3 pro měď a slitiny mědi, EN ISO 9606-4 pro nikl a slitiny niklu a EN ISO 9606-5 pro titan a slitiny titanu, zirkon a slitiny zirkonu. Nová norma ČSN EN 287-1:2004 obsahuje řadu změn oproti předchozí normě z roku 1995. V tomto příspěvku se zaměřím pouze na tyto změny. Změny v Národní předmluvě První změny jsou v Národní předmluvě. Není již zde uvedena podmínka absolvování základního kurzu (zkoušky) podle ČSN 05 0705 apod. V národní předmluvě k nové normě je uvedeno: „Zkoušky svářečů podle této normy provádějí zkušební orgány/organizace pro certifikaci osob v souladu s ČSN EN ISO/IEC 17024 (01 5258) Posuzování shody – Všeobecné požadavky na orgány pro certifikaci osob“. Změny v termínech a definicích svářeč (welder) osoba, která drží a manipuluje v ruce s držákem elektrody, svařovacím hořákem; podložka (backing) materiál umístěný na zadní stranu připraveného spoje pro formování tekuté svarové lázně; kořenová housenka (root run) při vícevrstvém svařování, svarová housenka(y) první vrstvy; výplňová housenka (filling run) při vícevrstvém svařování, svarová(é) housenka(y) nanesená po kořenové housence(ách) před krycí svarovou housenkou(ami); krycí housenka (capping run) při vícevrstvém svařování, svarová(é) housenka(y) viditelná na povrchu svaru po dokončení; tloušťka svarového kovu (weld metal thickness) tloušťka svarového kovu bez jakéhokoliv převýšení Zkratky a značky termínů a) Změny pro zkušební kusy l1 délka zkušebního kusu l2 polovina šířky zkušebního kusu lf zkušební délka ReH mez kluzu l1 délka zkušebního kusu l2 polovina šířky zkušebního kusu lf zkušební délka b) Změny pro přídavný materiál M plněná elektroda – kovový prášek P plněná elektroda – rutilová, rychle tuhnoucí struska S plný drát/ tyčinka V plněná elektroda rutilová nebo bazická/fluoridy W plněná elektroda bazická/fluoridy, pomalu tuhnoucí struska Y plněná elektroda bazická/fluoridy, rychle tuhnoucí struska Z plněná elektroda, ostatní typy c) Změny pro ostatní detaily svaru lw svařování vpřed rw svařování vzad sl jednovrstvé svařování ml vícevrstvé svařování d) Pro zkoušku lámavosti A minimální tažnost požadovaná podle specifikace materiálu d průměr ohýbacího trnu nebo podpěrných válečků ts tloušťka zkušebního kusu pro zkoušku lámavosti Základní proměnné a rozsah kvalifikace Základní proměnné jsou: a) metoda svařování, b) typ výrobku (plech nebo trubka), c) typ svaru (tupý nebo koutový); d) skupina materiálu, e) svařovací materiál, f) rozměry (tloušťka materiálu a vnější průměr trubky), g) poloha svařování, h) detaily provedení svaru (podložení. svařování z jedné strany, svařování z obou stran, jednovrstvé, vícevrstvé, svařování vpřed, svařování vzad). Pro každou základní proměnnou je definován rozsah kvalifikace. Všechny zkušební kusy musí být svařeny při použití základních proměnných nezávisle. Pokud svářeč musí svařovat mimo rozsah kvalifikace, musí složit novou zkoušku. Ad a) Metody svařování Každá zkouška obvykle kvalifikuje jen jednu metodu svařování. Změna metody svařování vyžaduje novou zkoušku. Výjimkou je změna z plného drátu S (svařovací metoda 135) na plněnou elektrodu M (svařovací metoda 136) nebo naopak, což nevyžaduje novou zkoušku. Přesto je však dovoleno, aby svářeč byl kvalifikován na dvě a více svařovacích metod buď při svaření jednoho zkušebního kusu (spoj několika metodami) nebo dvěma nebo více samostatnými zkouškami. Ad b) Typ výrobku Zkouška musí být provedena na plechu nebo na trubce. Platí následující kriteria: a) svary na trubkách o vnějším průměru D > 25 mm zahrnují svary na plechu; b) svary na plechu zahrnují svary na trubce:
ad c) Typ svaru Zkouška musí být provedena na tupém nebo koutovém svaru. Platí následující kriteria: a) tupé svary zahrnují všechny typy tupých svarů kromě spojů odboček trubek (viz také c); b) pokud při činnosti svářeče převládají koutové svary, musí být svářeč také kvalifikován příslušnou zkouškou na koutových svarech, pokud převládají tupé svary, tupé svary kvalifikují též koutové svary; c) tupé svary na trubkách bez podložení kvalifikují svary odboček trubek s úhlem ≥ 60o a se stejným rozsahem kvalifikace. Pro odbočky trubek je rozsah kvalifikace založen na vnějším průměru trubky odbočky. d) pro aplikace, kde typ svaru nemůže být kvalifikován jinak, pro kvalifikaci svářeče by měla být provedena zkouška na tupém nebo koutovém svaru se specifickým zkušebním kusem např. odbočkou trubek. Ad d) Skupina materiálu Základní materiál je zařazen do skupin podle CR ISO 15608, resp. ČSN 05 xx23. Ad e) Přídavné materiály Kvalifikace s přídavným materiálem, např. metodou 141, 15 a 311, kvalifikuje pro svařování bez přídavného materiálu, ale ne naopak. Ad f) Rozměry (tloušťka materiálu a vnější průměr trubky) a) Tabulka rozsahu kvalifikace pro tupé svary se nemění b) Nová tabulka rozsahu kvalifikace pro tloušťku materiálu pro koutové svary: 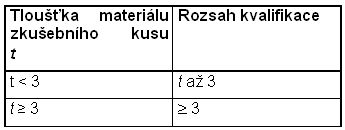 c) změna tabulky rozsahu kvalifikace pro vnější průměr trubek 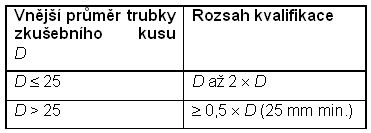 Ad g) Polohy svařování Svařování dvou trubek stejného vnějšího průměru, jedna v poloze PF a jedna v poloze PC, zahrnuje také rozsah kvalifikace trubek svařovaných v poloze H-L045. Svařování dvou trubek stejného vnějšího průměru, jedna v poloze PG a jedna v poloze PC, zahrnuje také rozsah kvalifikace trubek svařovaných v poloze J-L045. Vnější průměr trubek D ≥ 150 mm může být svařován ve dvou polohách svařování (PF nebo PG 2/3 obvodu, PC 1/3 obvodu) při použití pouze jednoho zkušebního kusu. Ad h) Detaily provedení svaru Pokud se svařuje metodou 311, pak změna svařování vpřed na vzad a naopak vyžaduje novou zkoušku. Změna tabulky rozsahu kvalifikace pro detaily svarů u tupých svarů Nová tabulka rozsahu kvalifikace pro detaily svaru u koutových svarů. Vykonání zkoušek a zkoušení a) Dozor Zkušební kusy musí být označeny značkou zkušebního orgánu a svářeče před začátkem svařování. Navíc se musí u všech zkoušek označit poloha svařování a u svařování trubek, které jsou pevně upnuté, také označit pozici 12 hodin. b) Tvar rozměry a počet zkušebních kusů Pro trubky je minimální požadovaná zkušební délka svaru 150 mm. Pokud je obvod trubek menší než 150 mm, jsou požadovány doplňkové kusy – maximálně však tři. Podmínky svařování
Způsoby zkoušení Pokud je použita zkouška prozářením pro tupé svary provedené metodami 131, 135, 136 (pouze plněná elektroda-kovový prášek) a 311, musí být doplněna dalšími dvěma zkouškami lámavosti (jedna ze strany líce a druhá ze strany kořene nebo dvěma zkouškami bočním ohybem) nebo dvěma zkouškami rozlomením (jedna ze strany líce a druhá ze strany kořene). Požadavky na hodnocení zkušebních kusů Před začátkem každého zkoušení musí být zkontrolováno následující:
Opakování zkoušky Pokud jakákoliv zkouška nesplňuje požadavky této normy, svářeči musí být dána příležitost opakovat kvalifikační zkoušku. Pokud je zřejmé, že nevyhovující výsledek zkoušky je důsledkem metalurgických nebo jiných vnějších příčin a nespočívá přímo ve zručnosti svářeče, je požadováno další posouzení pro stanovení jakosti a vhodnosti nového zkušebního materiálu a/nebo nových zkušebních podmínek. Platnost zkoušky Platnost zkoušky svářeče začíná dnem svaření zkušebních kusů. Předpokladem je, že byly provedeny požadované zkoušky a výsledky těchto zkoušek splnily požadavky. Vydané osvědčení o zkoušce svářeče je platné 2 roky za předpokladu, že svářečský dozor nebo odpovědná osoba zaměstnavatele potvrdí, že svářeč pracuje v původním rozsahu uvedeném v osvědčení. To musí být potvrzeno každých šest měsíců. Platnost zkoušky svářeče podle této normy může být na osvědčení prodloužena každé dva roky zkušebním orgánem/zkušební organizací. Před prodloužením osvědčení, musí být splněno, že svářeč pracoval v rozsahu uvedeném na osvědčení a následující podmínky: a) Všechny záznamy a dokumentace použité k prodloužení zkoušky svářeče musí být dohledatelné a přiřaditelné ke svářeči a k WPS použitým ve výrobě. b) Dokumentace použitá k prodloužení musí být objektivně měřitelného charakteru (radiografické zkoušení nebo ultrazvuková zkouška), nebo z destruktivního zkoušení (rozlomení nebo lámavost) provedeného na dvou svarech v průběhu předchozích šesti měsíců. Dokumentace vztahující se k prodloužení zkoušky musí být uchována nejméně dva roky. c) Svary musí odpovídat kritériím přípustnosti pro vady 7. d) Výsledky zkoušek musí prokázat, že svářeč zopakoval podmínky původní zkoušky, kromě tloušťky a vnějšího průměru trubky. Osvědčení Potvrzuje, že svářeč úspěšně složil zkoušku. Všechny základní proměnné musí být zaznamenány na osvědčení. Pokud zkušební kusy nevyhoví některé požadované zkoušce, osvědčení není vystaveno. Osvědčení musí být vystaveno na osobní zodpovědnost zkušebního orgánu nebo zkušební organizace. Všeobecně platí, že pro každý zkušební kus musí být vystaveno samostatné osvědčení o zkoušce svářeče. Pokud je svařen více než jeden zkušební kus, může být vydáno jedno osvědčení, které kombinuje rozsahy kvalifikací jednotlivých zkušebních kusů. V tomto případě je dovolena pouze jedna odchylka z následujících základních proměnných, kromě příkladů uvedených ad 6.
Další základní proměnné není povoleno změnit.
| ||||||||||||||||||||||||||||||||||||||||||